| The tools necessary for tapping threads are first a good set of taps and dies. Use a chart to select the proper size pilot hole for a particular thread size. |
 | By using a slightly smaller drill bit size first, the final hole will be a good fit for threading |
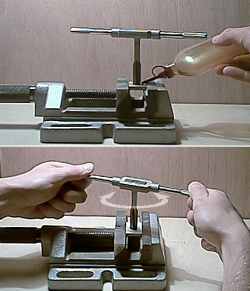
 | To help start the tap (particularly for a thin part) one can mount the tap in a drill press and start the tap while turning the chuck by hand until the tap is started. |
 | Once the tap is engaged, remove it from chuck and continue by hand. |
 | Lubrication with oil is necessary while the tap cut its threads. If it's stainless, it's necessary to advance gently because stainless is almost as hard as the tap. It's also necessary to turn a little at a time to make the thread and then to turn the tap counter-clockwise a full turn in order to break free the chips that are formed. From time to time, particularly if the threaded hole is long, remove the tap to empty out the chips. It is necessary to turn the tap using even pressure while rotating it clockwise taking care to apply the force and keep the tap vertical. The ideal is to use only two fingers in opposition, by applying a gentle force as when one wants to make turn a bicycle wheel using the wheel spokes. This technique should of course be modified while tapping stainless because the torque required is greater. |
 | As soon as the tap passes through freely, remove the part and clean it, it's ready!! |
|
| |
