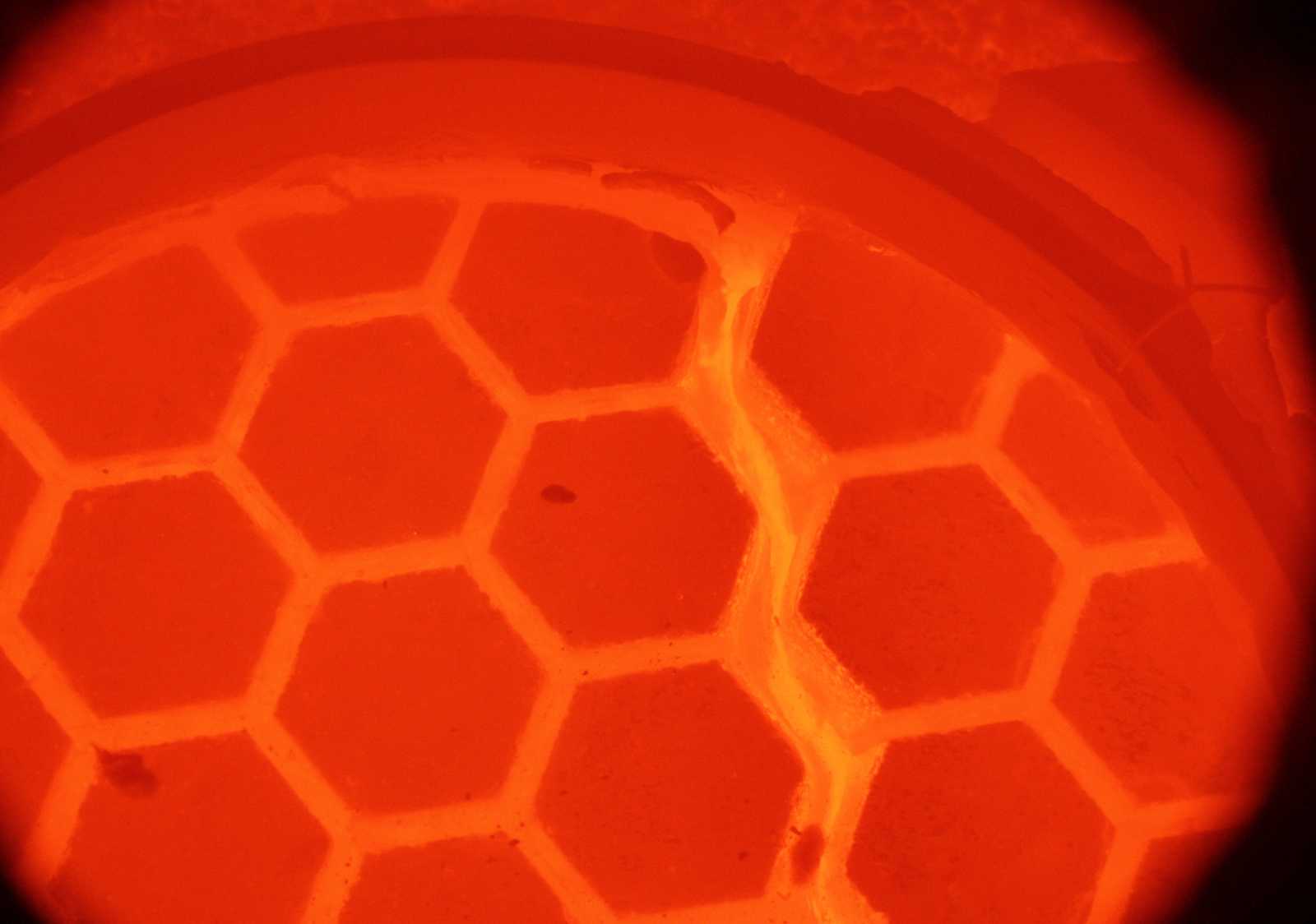
Enfin une courbe de température qui marche.
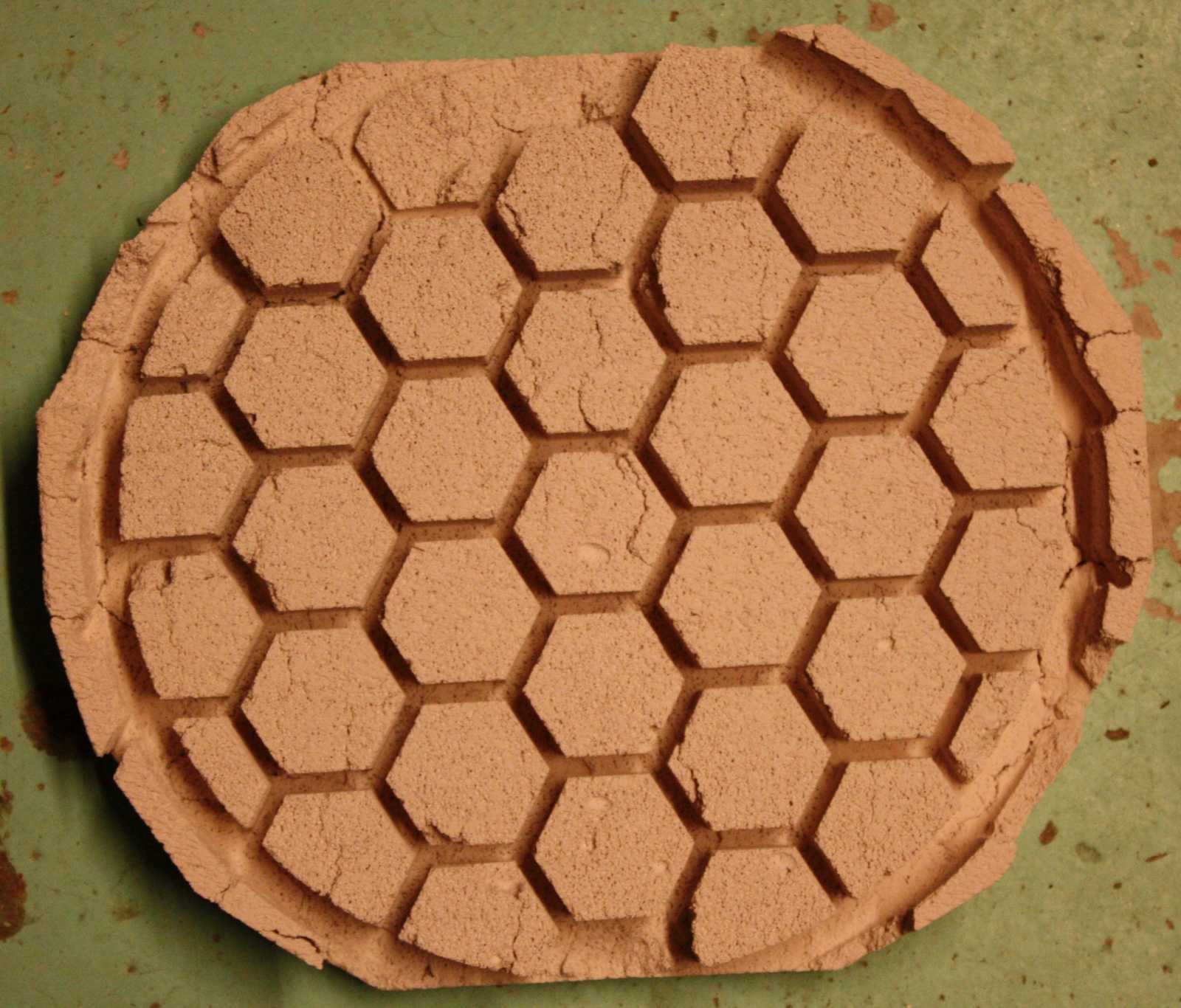
Enfin une courbe de température qui marche.Miroir alvéolaire ouvert -
Honeycomb open back mirror
Ce n'est pas un objectif en soit. On est là dans un compromis
de facilité de réalisation du moule avec des outils diamant simple. On
retrouve donc ici de nombreux essais pour me faire la main sur les
températures de fusion , de recuit , de maîtrise des bulles d'air et de
polissage.
Une fois cette formule maîtrisée je pourrai utiliser ces miroirs pour
les coller par deux, pour les coller sur un disque découpé dans une
vitre ou en perfectionnant le moule faire un cellulaire le plus fermé possible à l'arrière.
19 - (mai 2016)
Enfin une courbe de température qui marche.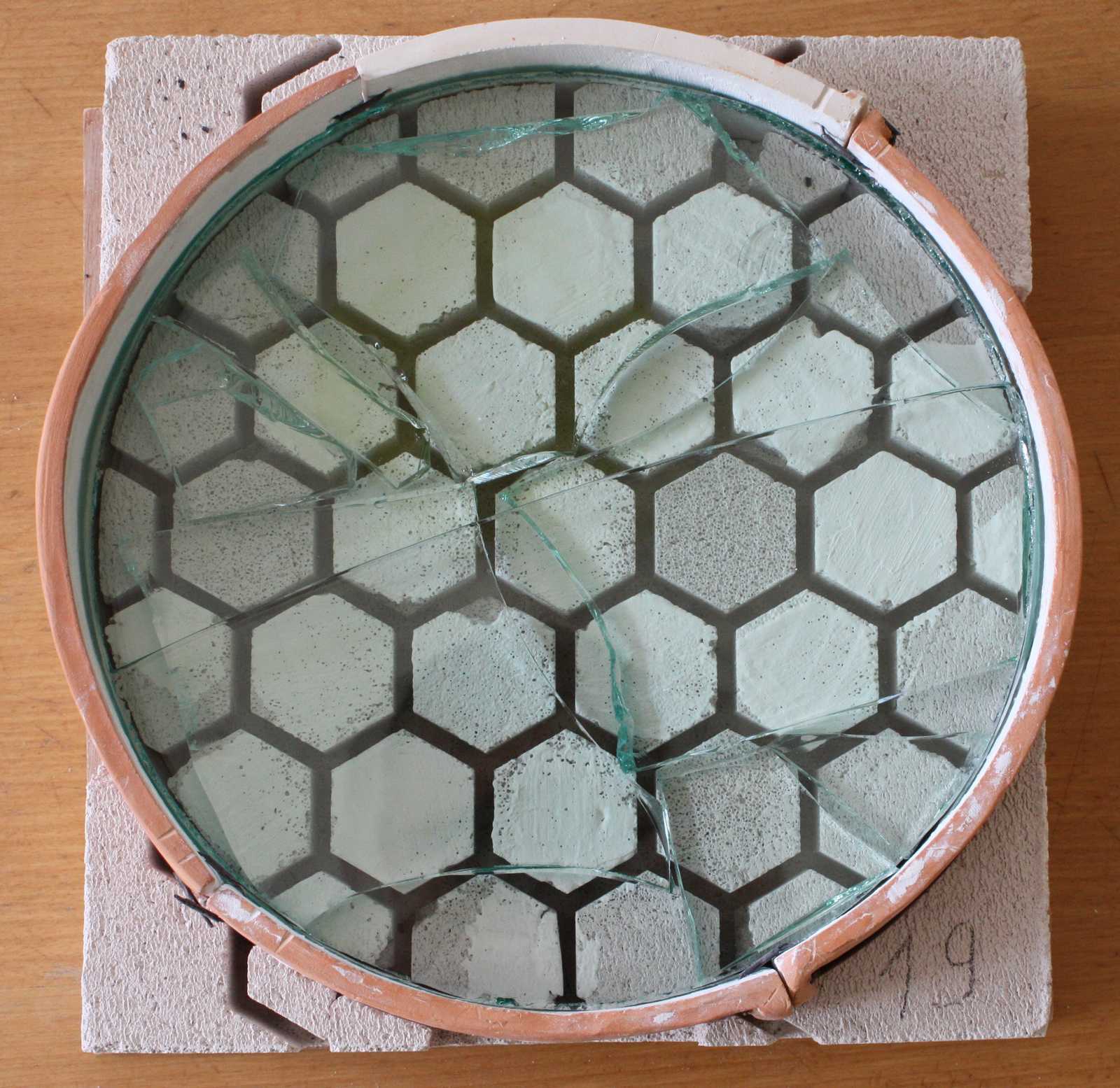

 Après
10h de polissage en automatique au touret, il reste encore pas mal de gris. Il faut
dire que j'ai fait le doucissage un peu rapidement. On obtient de beaux
sillons mais la forme sphérique globale est bien respectée.
Après
10h de polissage en automatique au touret, il reste encore pas mal de gris. Il faut
dire que j'ai fait le doucissage un peu rapidement. On obtient de beaux
sillons mais la forme sphérique globale est bien respectée.
17 - (mars 2016)
 Modification
de la pente finale à -10°C/h. Cela à plutôt réussit.
Modification
de la pente finale à -10°C/h. Cela à plutôt réussit.


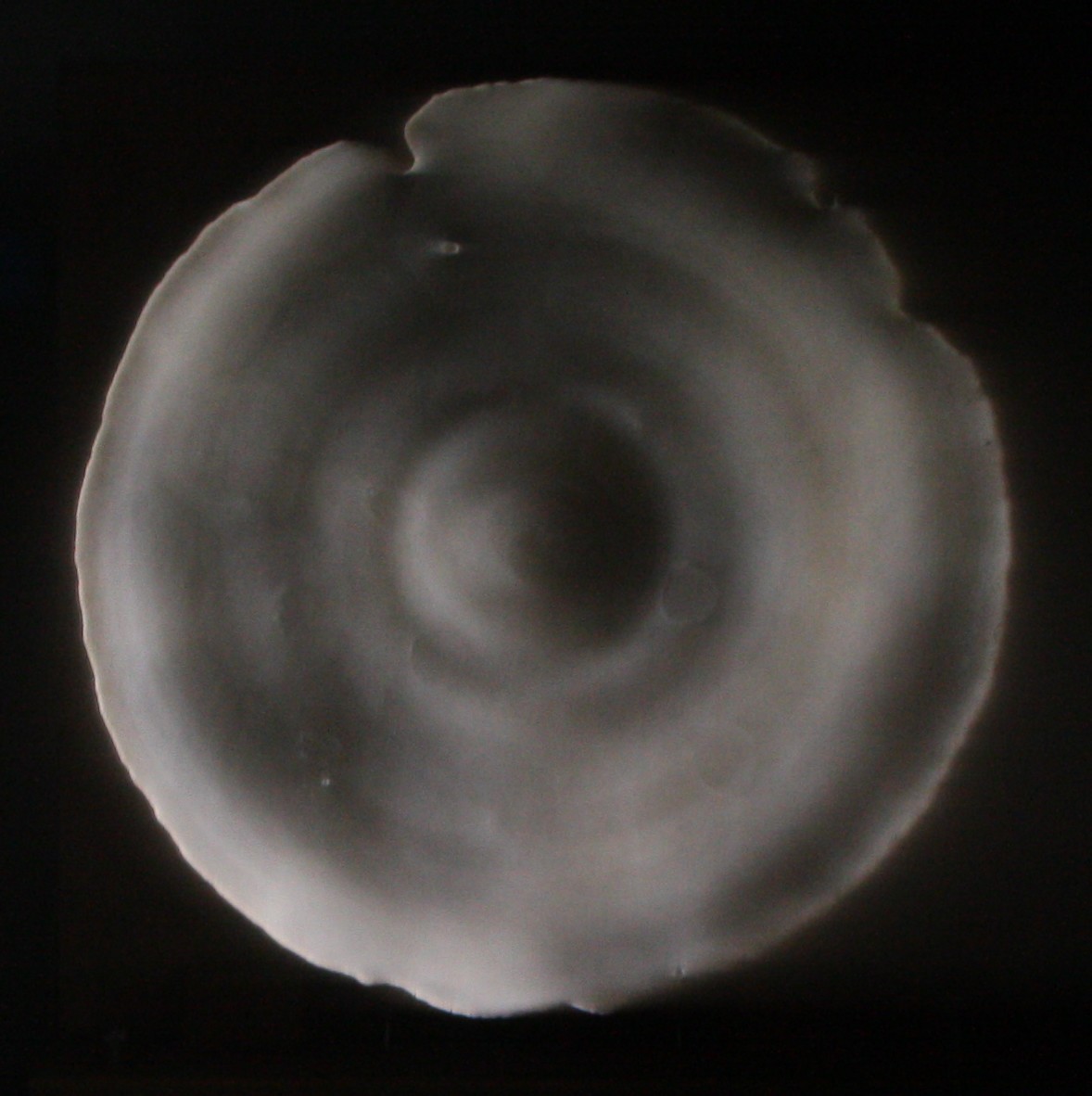
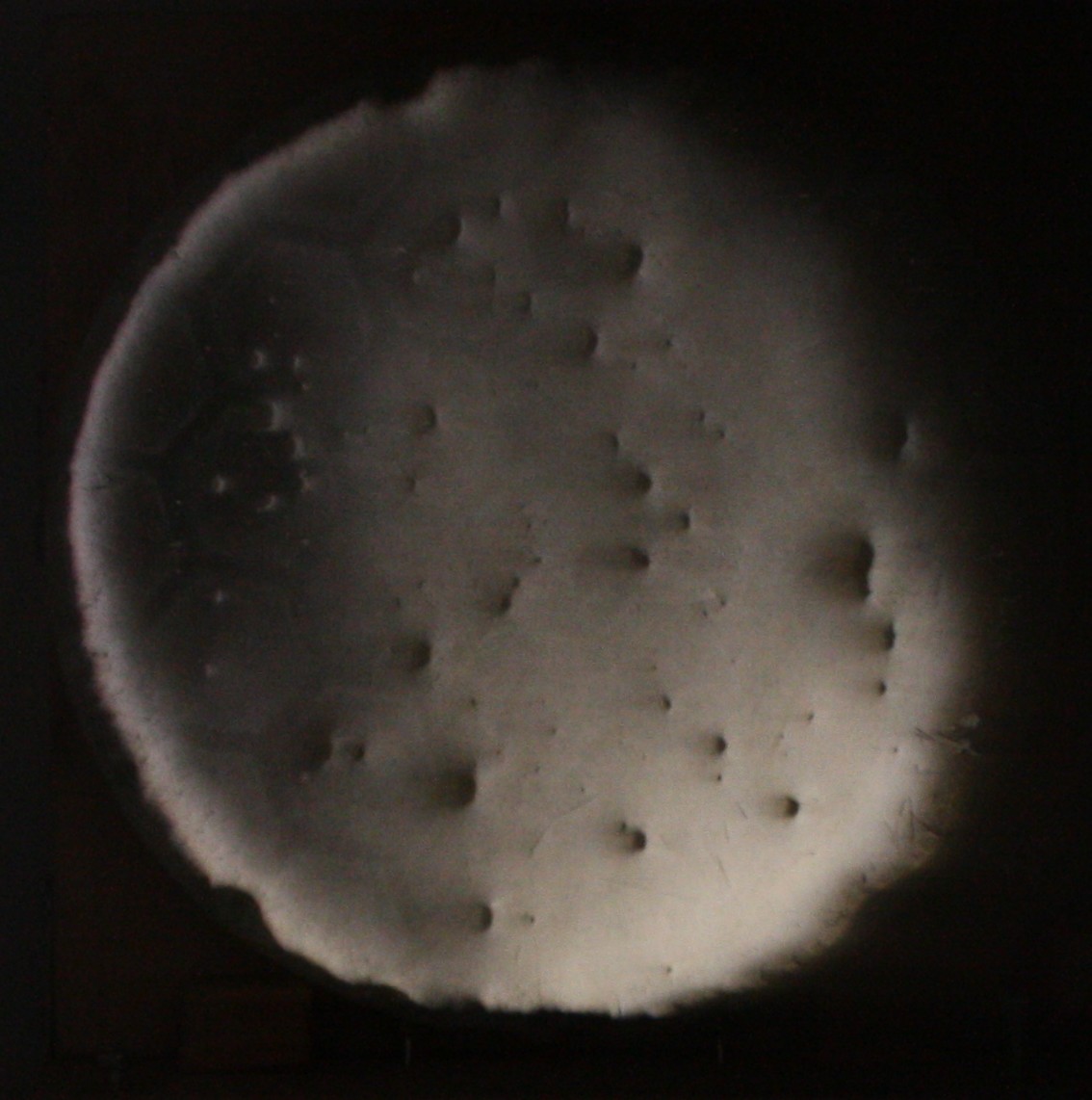
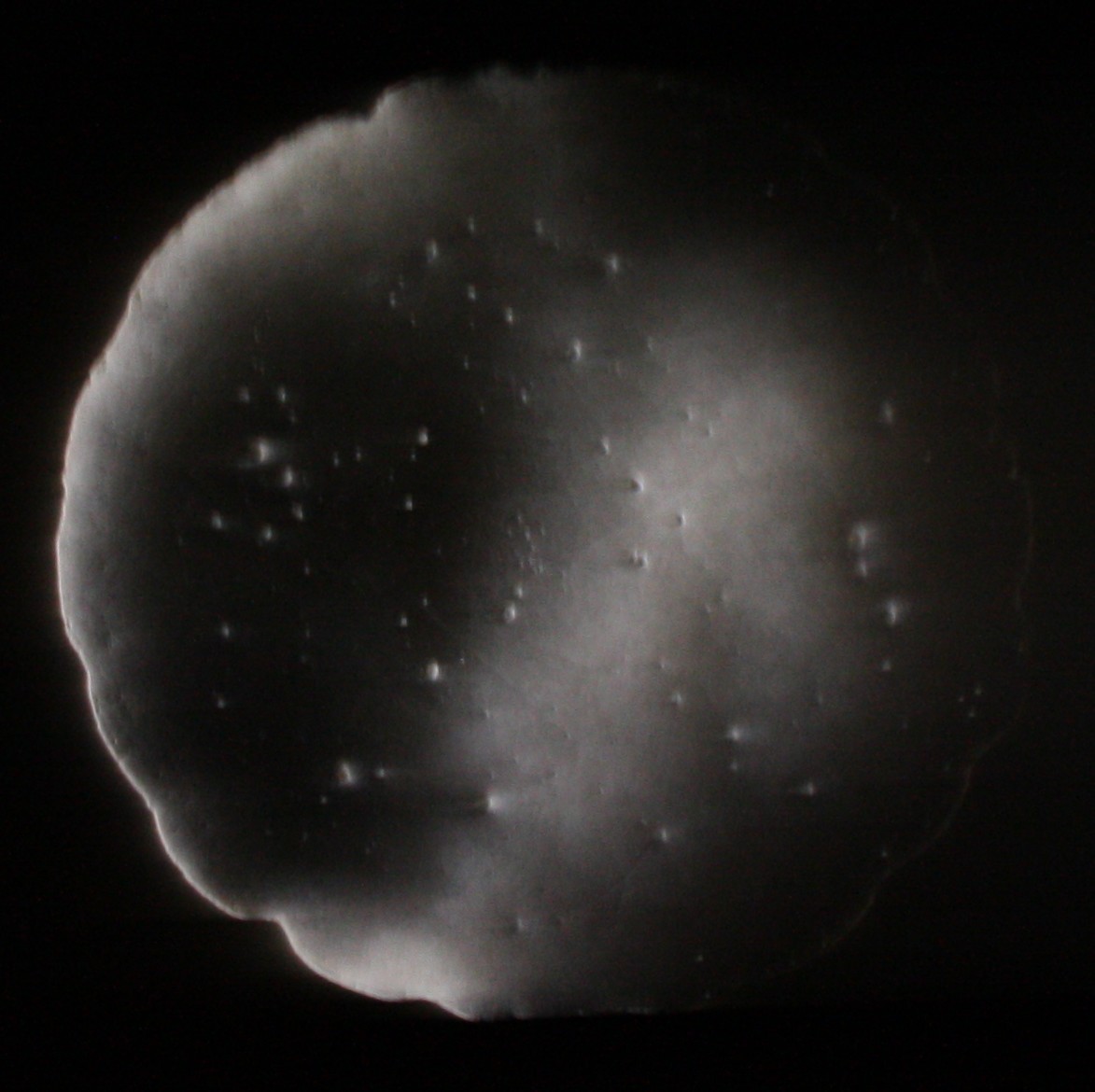
 4 étapes de polissage. En haut l'image pleine lumière et sans couteau
et, en dessous en correspondance, l'image d'une coupe qui met en
évidence
le relief.
4 étapes de polissage. En haut l'image pleine lumière et sans couteau
et, en dessous en correspondance, l'image d'une coupe qui met en
évidence
le relief.
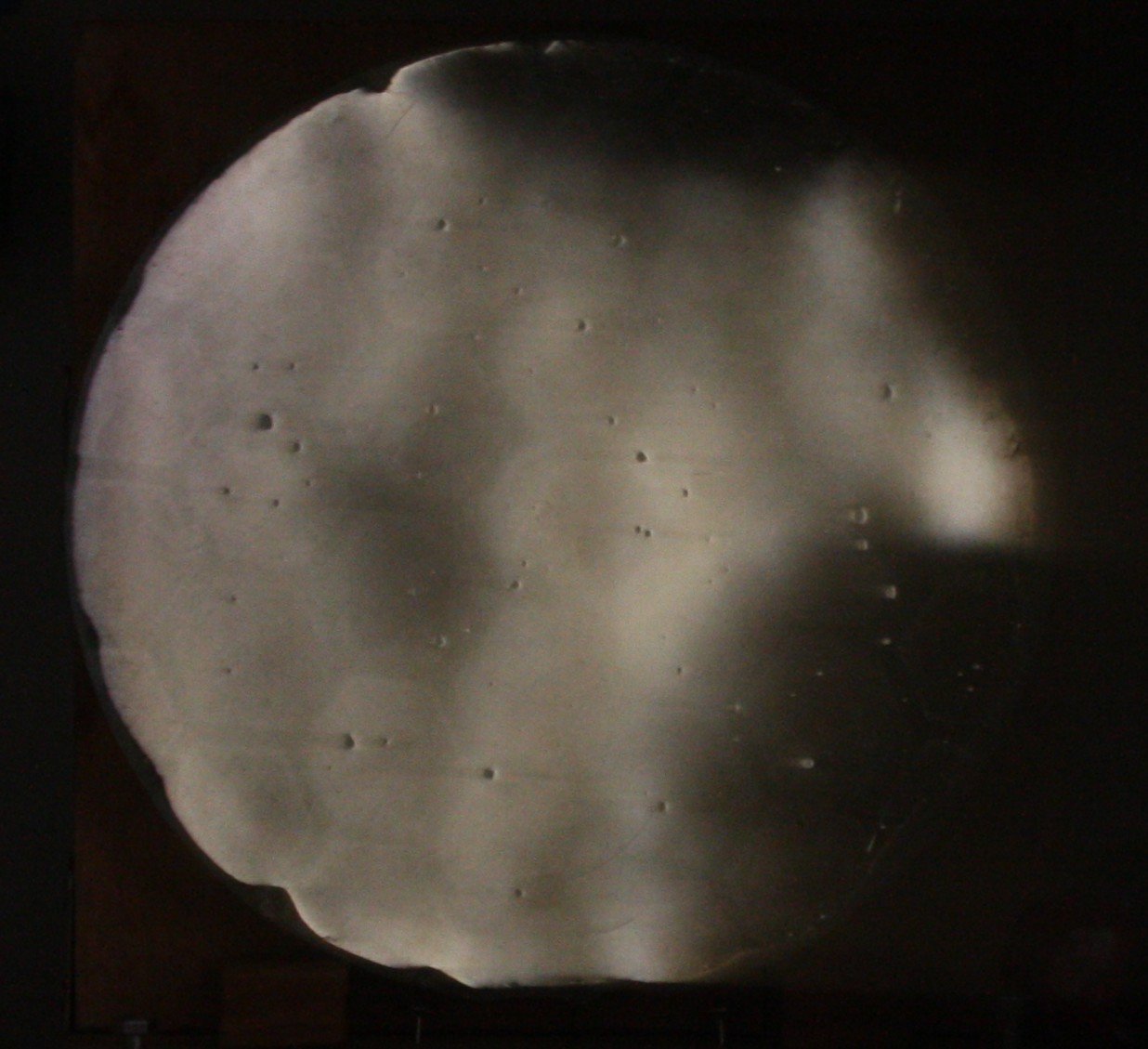
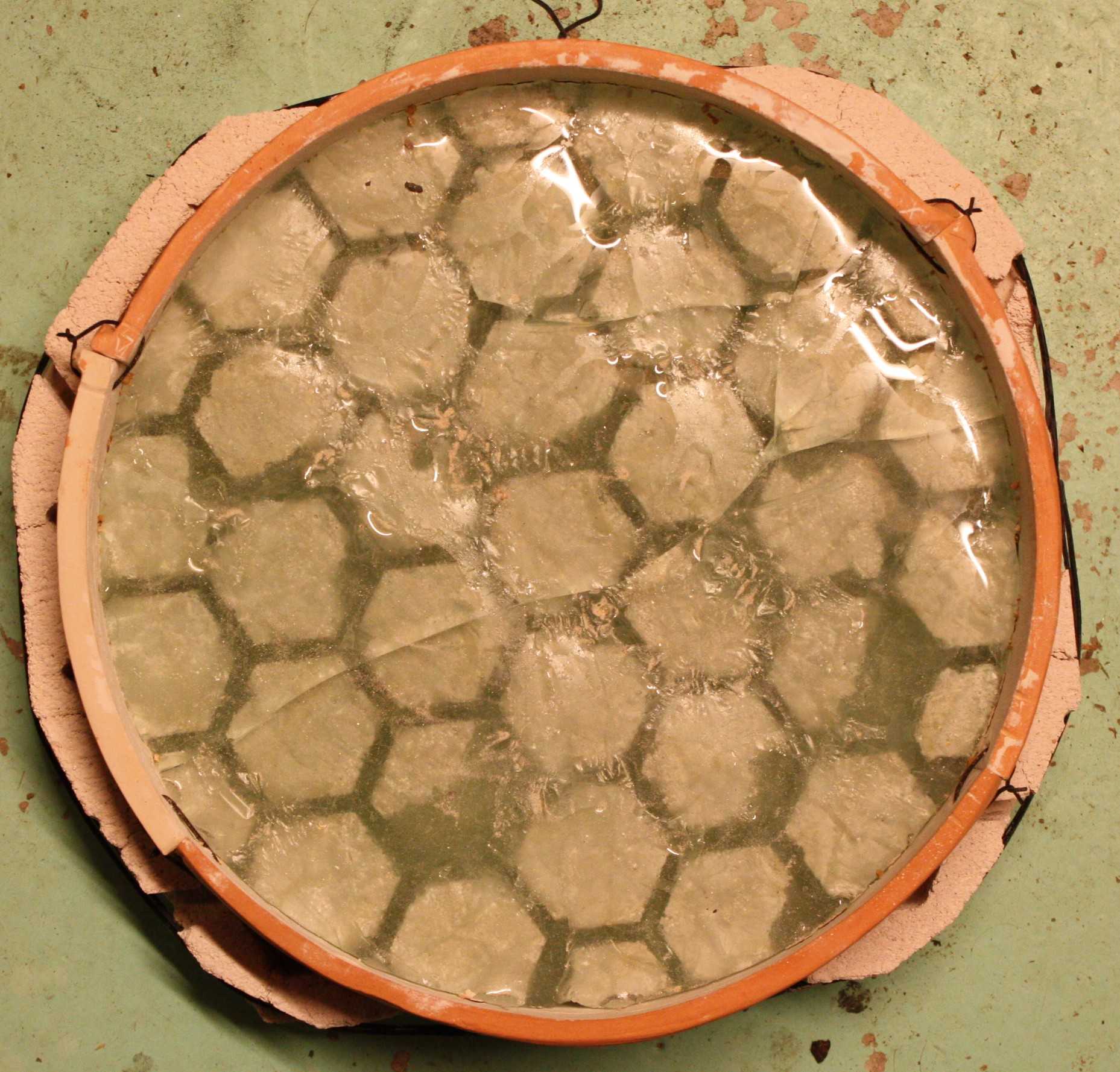
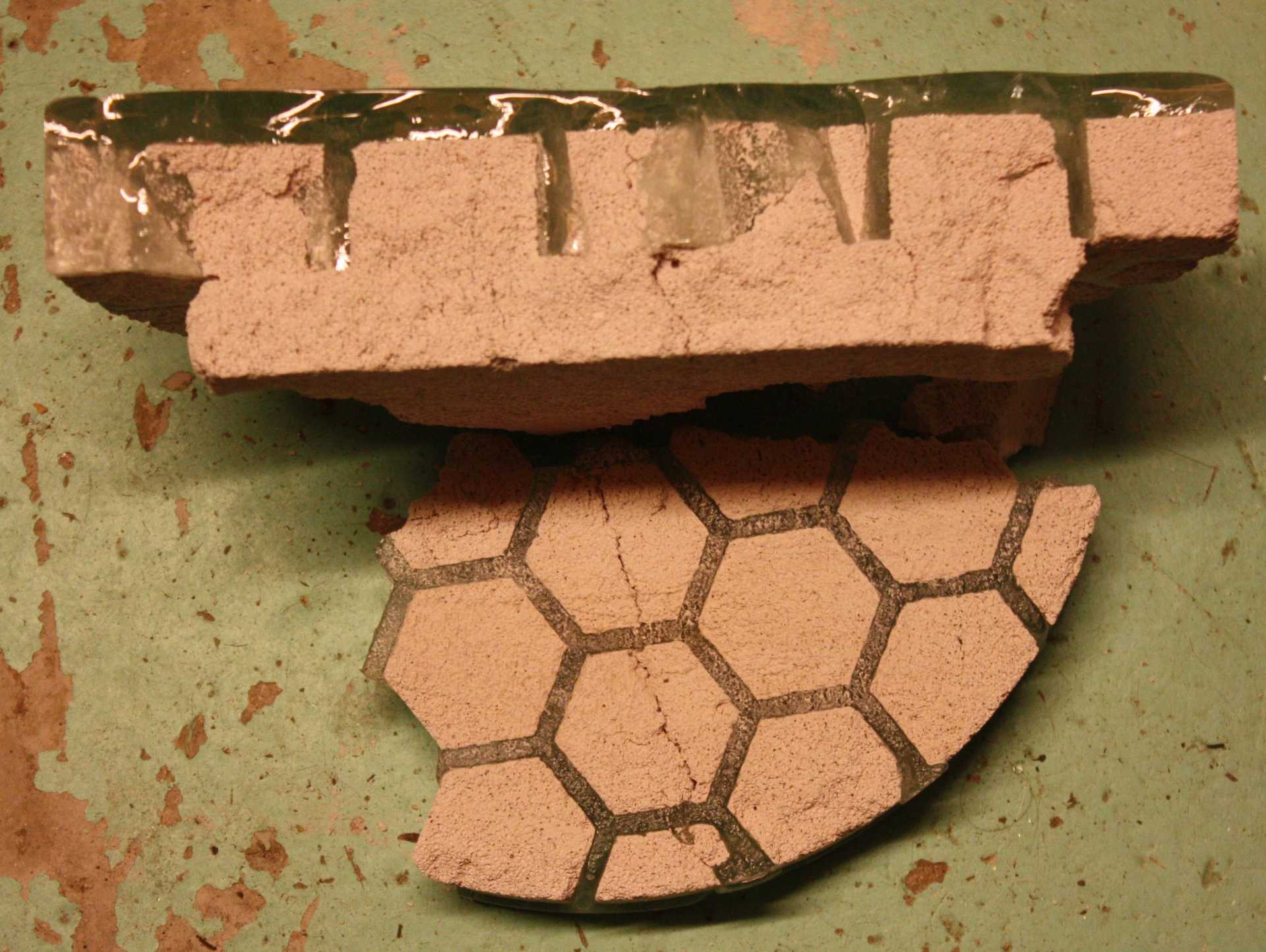
 Cette
dernière image avec les motifs hexagonaux a été obtenu en trempant le
dos du miroir dans de l'eau tiède. Cela disparait dans le demi heure.
Cette
dernière image avec les motifs hexagonaux a été obtenu en trempant le
dos du miroir dans de l'eau tiède. Cela disparait dans le demi heure.
15 - (mars 2016) Deux moules précuits 850°C 15min.
 A la précuisson, la largeur du
carreau de béton cellulaire passe de 248 à 244mm. C'est bon signe, il
ne le fera pas plus tard.
A la précuisson, la largeur du
carreau de béton cellulaire passe de 248 à 244mm. C'est bon signe, il
ne le fera pas plus tard.
Au refroidissement, au début du recuit (560°C) j'ai recouvert de vermiculite
le dessus du miroir pour lui faire une couverture
isolante. Cela n'a pas empèché de fissurer.
A la fin du recuit (430°C) tout est bon. C'est donc au refroidissement
final que cela fissure. Vers la fin la sole même avec la régulation à
zéro reste plus chaude (ici de 17°C!) que le haut du four qui pourtant
chauffe toujours pour refroidir lentement.
Ici la pente est de -16°C par heure sur cette portion. Il faut la
réduire.
 16- Ici
le deuxième moule ayant précuit de la même façon. Refroidissament en
80h avec une pente finale plus faible de 12°C/h et un écart maxi de 7°C
entre la sole et la voute. Le résultat est meilleur. Je tente le
polissage.
16- Ici
le deuxième moule ayant précuit de la même façon. Refroidissament en
80h avec une pente finale plus faible de 12°C/h et un écart maxi de 7°C
entre la sole et la voute. Le résultat est meilleur. Je tente le
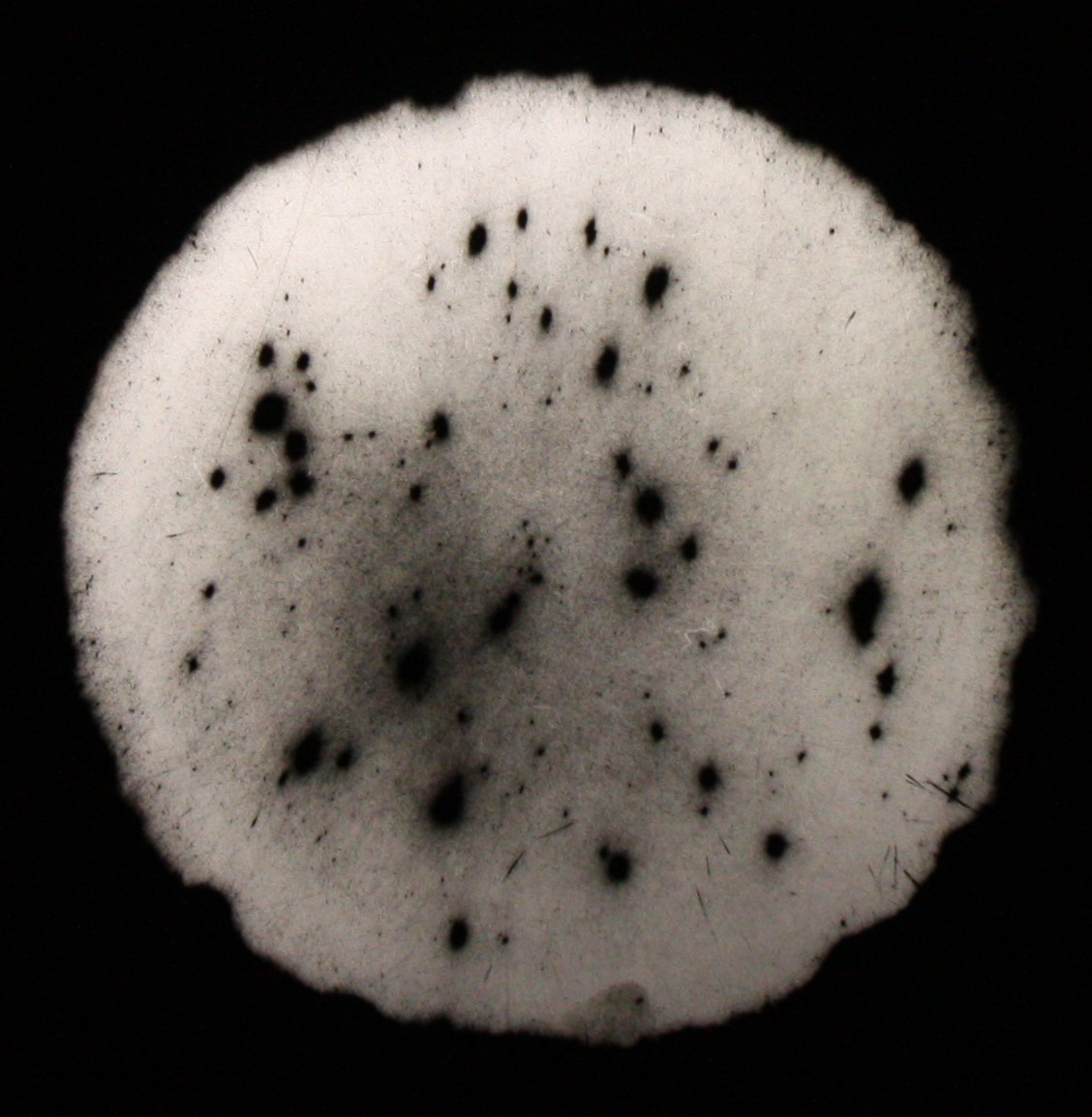
polissage. Ici
le foucault au milieu du polissage (il reste du gris). Toutefois on
sent déjà poindre un gros problème. Chaque bulle d'air ayant crevé la
surface affecte une zone de polissage large. Je poursuit pour voir
comment cela évolue en fonction de la pression de polissage.
Ici
le foucault au milieu du polissage (il reste du gris). Toutefois on
sent déjà poindre un gros problème. Chaque bulle d'air ayant crevé la
surface affecte une zone de polissage large. Je poursuit pour voir
comment cela évolue en fonction de la pression de polissage.
 En
poursuivant un peu cela donne. Comme le brut suivant sorti du four est
sans aucune fissure et mieux rempli sur la périphérie, j'arrête là mais
je poursuit sur le suivant, le n°17 étant déjà disponible.
En
poursuivant un peu cela donne. Comme le brut suivant sorti du four est
sans aucune fissure et mieux rempli sur la périphérie, j'arrête là mais
je poursuit sur le suivant, le n°17 étant déjà disponible.

14 - (Février 2016) La fin des échecs?
Ca y est! J'ai compris! C'est le béton cellulaire qui se
rétracte à la cuisson ==> La prochaine fois,
c'est cuisson du moule avant usinage.
Il reste quand même que ça fissure en refroidissant de 430°C
(fin du recuit) à l'ambiante en 20h (20°C/h). ==> Inutilisable





12 - (Février 2016) deuxième moitié.
Qu'une seule fissure! Est-ce mieux?
Surface plus plane. J'ai arrêté la fusion à 960°C au lieu de 930
précédemment.






11 - (Janvier 2016)
première moitié.
Toujours
désespérant d'avoir un puzzle à la sortie du four. Mais, la
forme voulue des parois est obtenue. Il manque juste un peu de
température pour aplanir la surface et être un peu plus rapide pour
moins dévitrifier. J'obtiens bien les encoches souhaitées sur les
nervures qui permettrons une circulation de l'air à l'intérieur du
miroir.

Le
fond du four est mieux isolé et a plus d'inertie. Il est plus froid à
la chauffe et plus chaud au refroidissement surtout si celui-ci est
rapide. Ce n'est peut être pas indifférent aux fissures. Ci dessous en
gras les valeur programmées les autres étant des mesures.