
Le verre
Le
verre à vitre dit "float" (rechercher "float glass") est un verre
sodocalcique (soude et chaux) à 70% de silice. Il a une relative basse
température de travail. Il est facile à trouver puisqu'il sert à tous
les usages courant; verre feuilleté, double vitrage ou sécurit
(trempé).
Il est très standardisé et offre des caractéristiques stables. C'est un
bon
candidat pour faire des essais. Son coef de dilatation élevé, vers
9.10^-6 le rend toutefois sensible à la fissuration au
refroidissement.
Le borosilicate (ex-Pyrex) est un verre au bore de coéf de dilatation 3
fois moindre à 3,25.10-6. On le trouve sous l'appellation Borofloat®,
ou Duran® suivant la présentation. Il fera
l'objet d"essais dès que je
passe sur Paris (VIO)
Ajout (avril 2016); Après consultation et passage chez VIO, j'ai été bien refroidi. La plaque sans découpe de 850x1150mm en épaisseur 6 est a 600€HT (120€/litre). Sur le site de glass-goths.com on serai à 120€TTC + transport (~20€/l) même en achetant des bruts chez stathis-firstlight.de on obtient un disque de Ø460x25mm à 285€ soit 70€/l. Je ne comprend pas le tarif de VIO. Si l'on se tourne vers du Suprax®, on est quasiment 2 fois moins cher pour un coef de dilatation de 4,2.10-6/°C. Donc pour l'instant et pour quelque temps encore je poursuis avec le classique verre à vitre Planilux®
Comportement du verre à
vitre à la chauffe.
Je suis toujours à la recherche des températures de travail pour ce
verre.
Quand l'on trouve des valeurs, si le verre qui s'y rapporte n'est pas
indiqué, elles sont inutilisables. On trouve de nombreuses valeurs pour
du verre pour les artistes qui font du "fusing". Par exemple les verres
décoratifs "Bullseye" qui sont plus fusible. Il ne faut pas les
utiliser! Le verre à vitre le plus commum est le Planilux® de
St-Gobain® mais je ne trouve aucune valeur en direct du fabriquant
contrairement au verre de chez Schott® (par exemple
ici).
Fin du recuit: Température de
tension. viscosité =
10^13,5Pa/s - temps de relaxation = 4h. Les atomes du verre sont figés
dans la matrice. Par
précaution je prend 430°C mais on trouve souvent 470°C. Si c'est vrai,
je perd du temps. Dans cette thèse
on trouve 520°C!
Début du recuit: viscosité =
10^12Pa/s - Température
pour laquelle le temps de relaxation des efforts est de 15-30min. Je
débute le recuit à 550°C qui est probablement une valeur élevée. Cela
fait perdre du temps. J'ai trouvé 500°C pour un temps de relaxation de
15min mais je préfère prendre de la marge. Dans cette thèse
on trouve pourtant 560°C!
Température de bombage: Une
plaque en appuis sur les bord se creuse sous son propre poids. Début à
640°C. A 660°C cela descend en quelques minutes.
Vers 680°C les rayures faites sur le verre disparaissent = polissage du
verre.
Température de soudage: Liaison
intime de deux pièces, cicatrisation d'une fissure. Vers 700°C
Température de début de dévitrification:
apparition progressive (1-2h) de cristaux réfractaire. Difficile à
connaitre je prend 730°C bien que j'ai trouvé 800°c pour "un verre
industriel" dans ce document
tandis que dans cette thèse
on trouve 680°C!
Température de fin de dévitrification: maintien indéfiniment de
tous les éléments en solution. Vers 1050°C d'après ce document
ce que je n'atteint pas, mais seulement 730°C dans la thèse
précédente.
Entre ces deux températures, il faut être assez rapide pour limiter la
formation des
cristaux qui fragilise le verre et lui fond perdre sa structure
homogène à petite échelle (~nm). La croissance des cristaux vers
850-900°C est donné vers 5µm/min.
Illustration
Moule rempli avec les fragments d'un plateau de verre trempé en 12mm
d'épaisseur. Environ 1,6kg de verre.
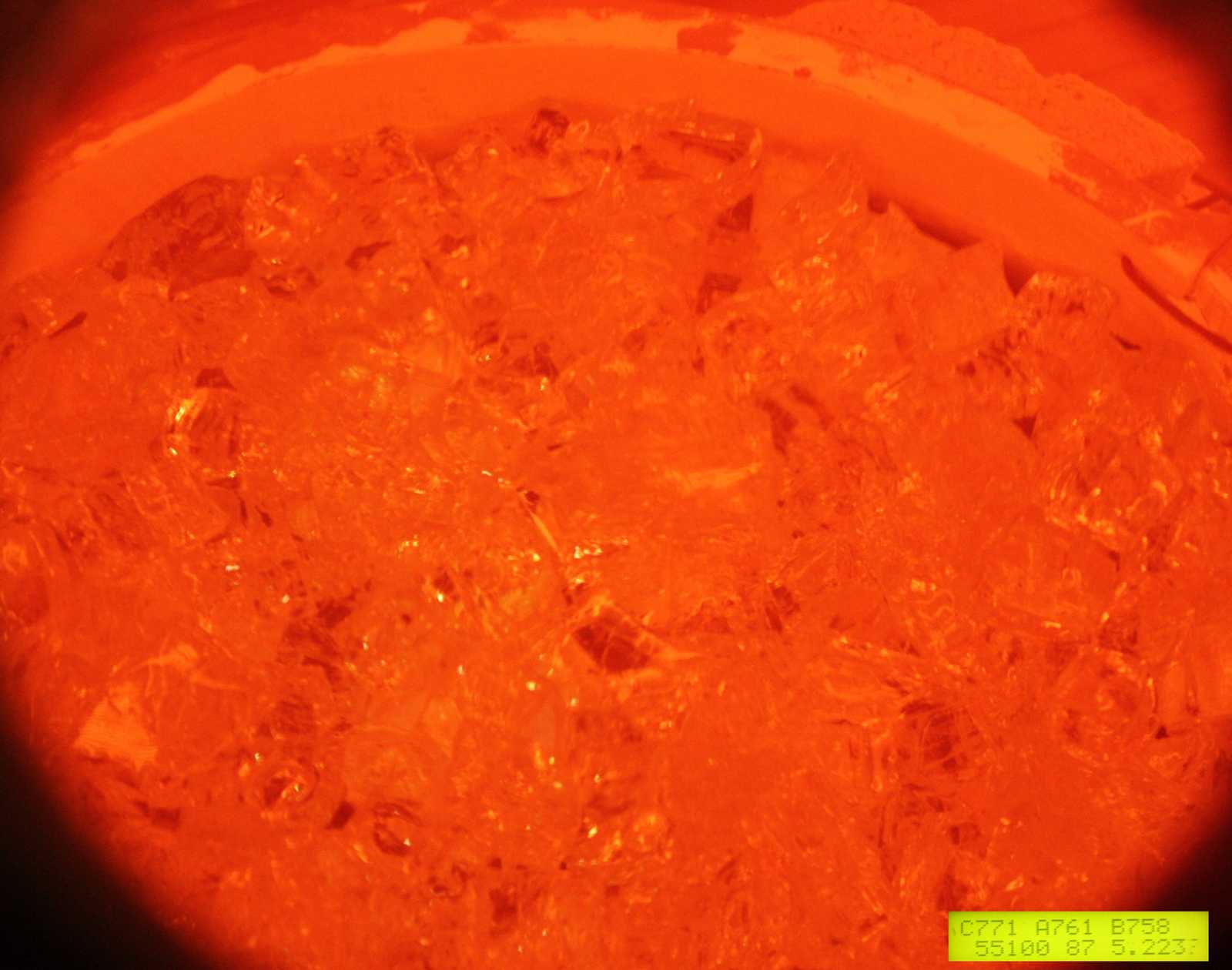
Après 5h de chauffe on est à 730°C. Les grains sont déjà
collés entre eux. On ne peut plus les déplacer avec une baguette.
Photo 13min plus tard à 760°C. Peu de changement, à part un léger
tassement.

à 25min.
810°C au fond et 800 en surface. Four à fond.
Toutes les arrêtes s'arrondissent, les vides entre grains se comblent.
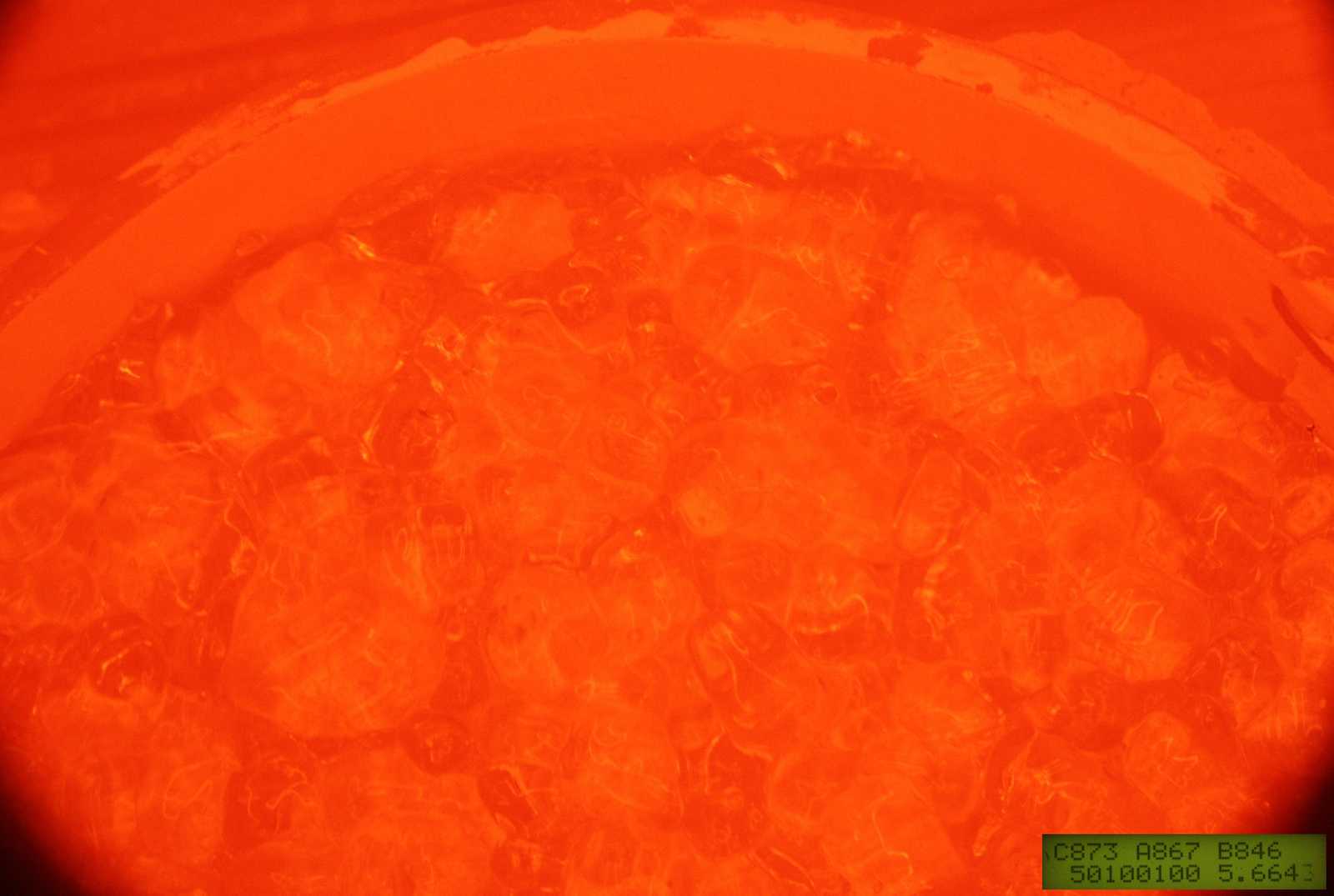
A 40min.
870 au fond et 850°C en surface. Four à fond.
Il n'y a plus qu'un seul bloc de mélasse. Cela donne une impression de
"riz au lait". L'air prisonnier au dessous ne peut s'échapper que par
la porosité du moule.
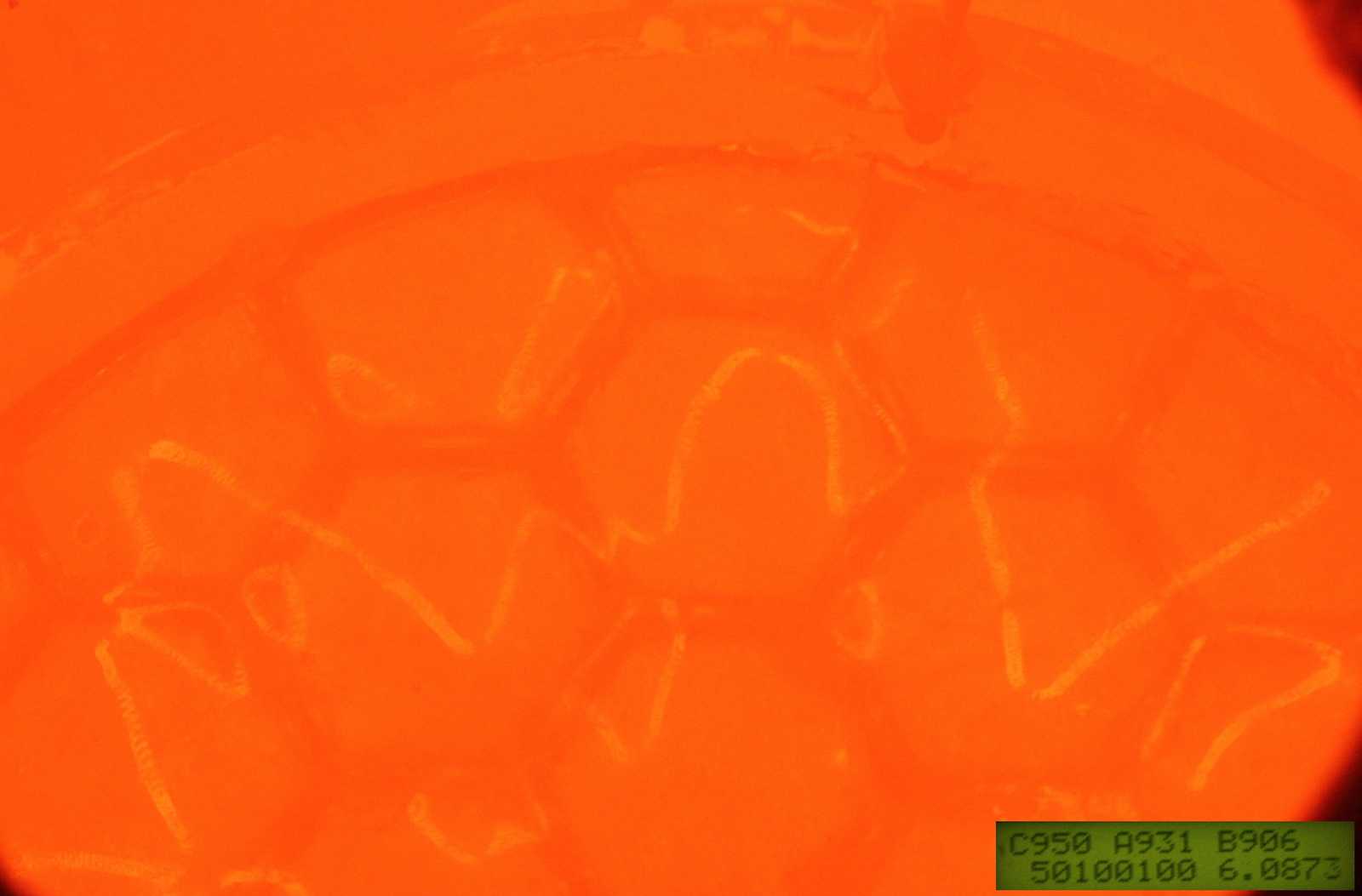
A 1h05min.
930 au fond et 910°C en surface. Four à fond.
C'est presque fini. La surface reflète les résistances du plafond. Il
doit rester des bosses de 1-2mm au dessus des plots.
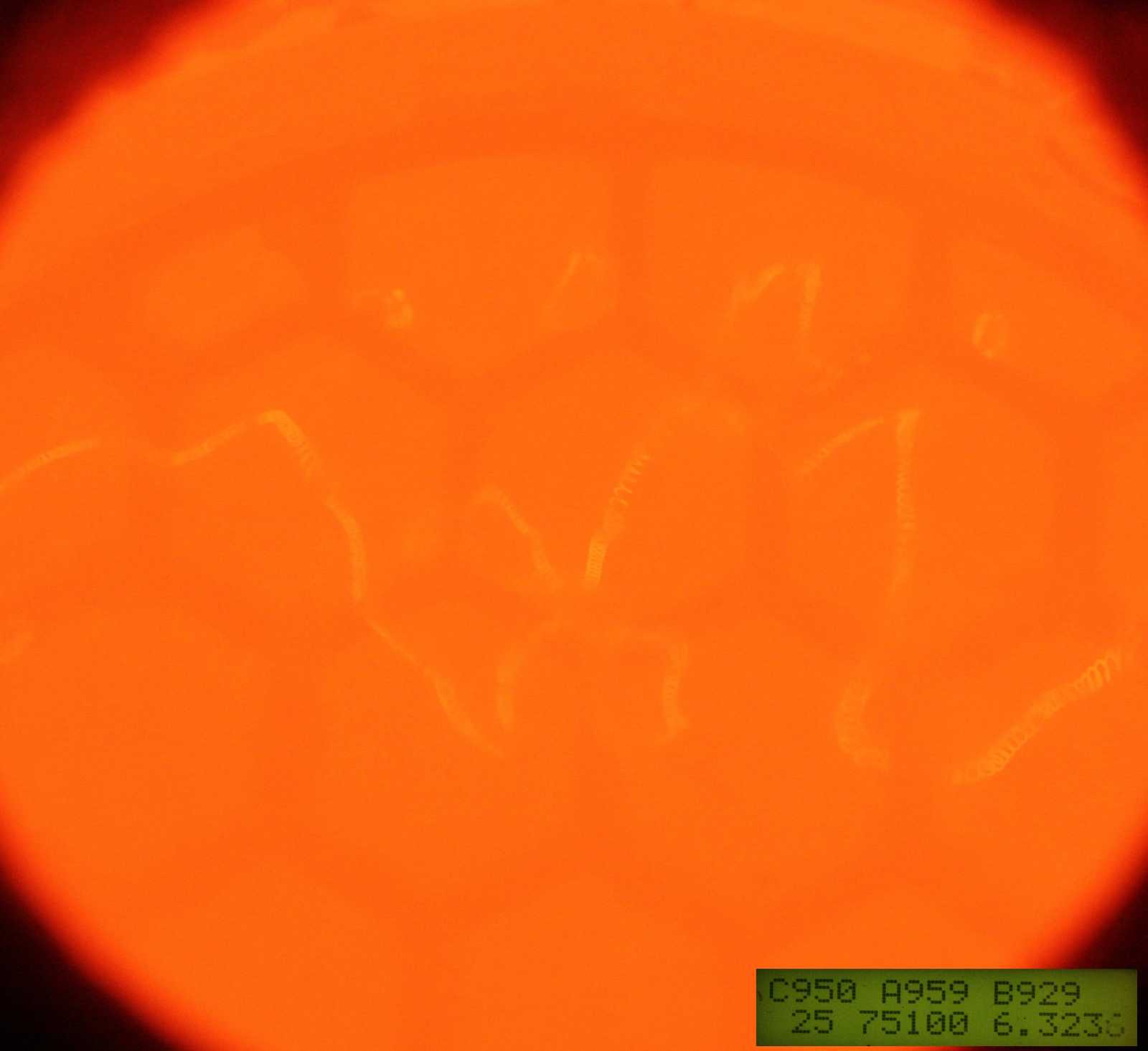
A1h20min.
960 au fond et 930 en surface. Le four commence à réguler.
La surface se terni. Il y a un début de dévitrification en surface. Il
est temps d'arrêter et d'ouvrir le couvercle du four pour accélérer le
refroidissement.
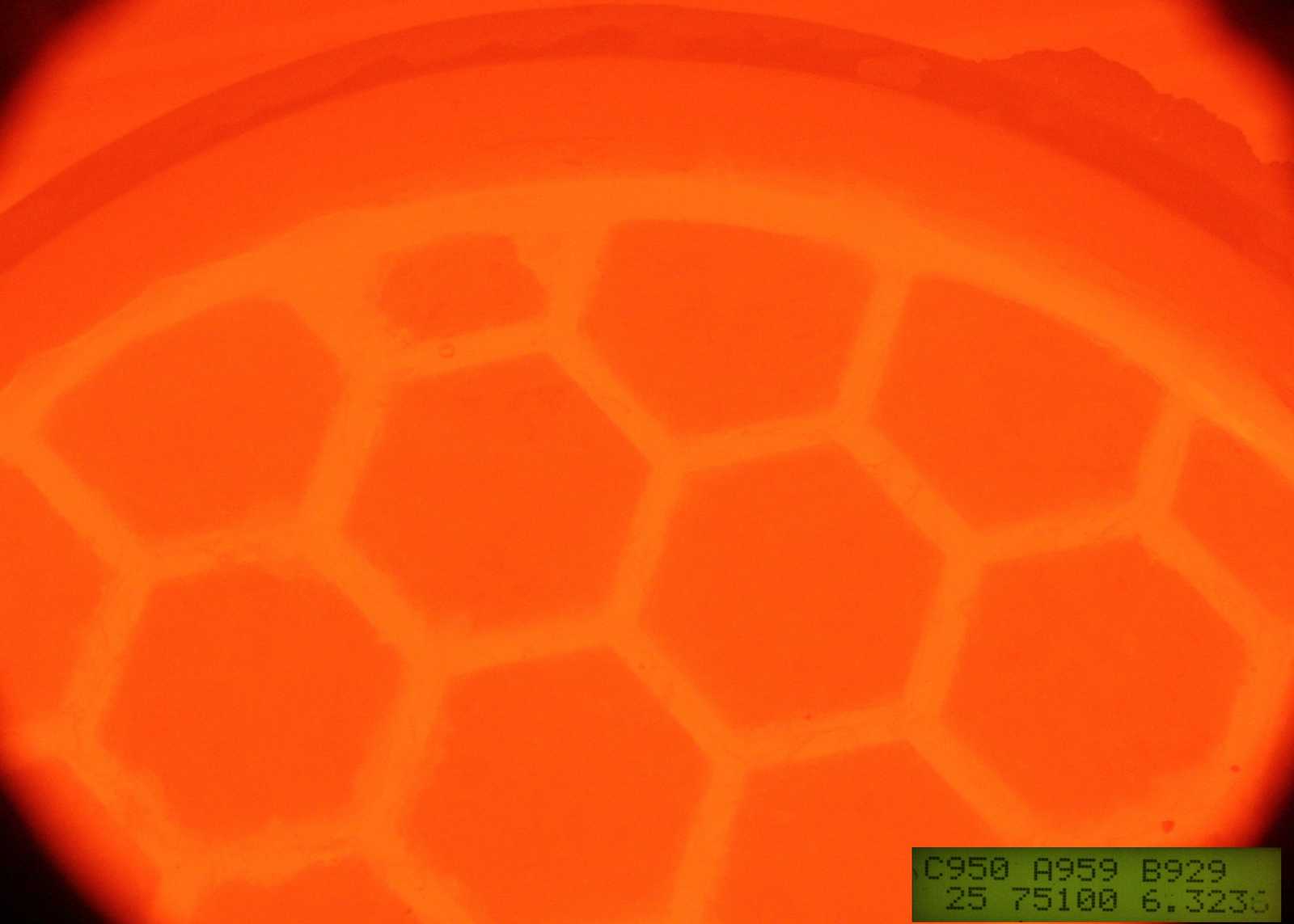
A 1h25min.
Une fois les résistances coupées, le fond du moule étant plus chaud, on
voit les nervures plus claires se dessiner entre les plots hexagonaux.



Plateau de verre.
Acheter le verre à la découpe (4€/kg) pour le faire fondre est un peu
abérant, et vouloir acheter les
chute et un chalenge et c'est prendre le risque d'avoir mélange.
Chez les revendeurs de meuble d'occasion j'ai trouvé ce meuble avec
deux plateaux de verre en épaisseur 12mm. A 20€ les 34kg, me voila prêt
pour un bon nombre d'essais. C'était du verre trempé, en voulant le
couper j'ai obtenu des petits blocs de verre finalement plus pratique
que des morceaux de plat.
 Vue
du plateau trempé entre deux verres polariseur. Les motifs révèlent les
contraintes du verre. J'aurais dû faire l'essai avant de vouloir le
couper!
Vue
du plateau trempé entre deux verres polariseur. Les motifs révèlent les
contraintes du verre. J'aurais dû faire l'essai avant de vouloir le
couper!



Verre de recyclage -
Calcin
Quand
on a la poubelle à verre remplie, il est difficile de ne pas vouloir en
tirer partie plutôt que de l'amener à la déchetterie. C'est
malgré tout
une relative mauvaise idée. Les verres à bouteille marron, blanc ou à
bocaux sont formulés en fonction du procédé de fabrication. Ils sont
très variés en composition et surtout en coef de dilatation. Pour
limiter les problèmes de casse au refroidissement, il faut les
concasser assez fin (<10mm). J'en ai toutefois fait des outils
réussit.
Ci-contre un disque trop épais de Ø240mm (janvier 2016). Il me sert
actuellement de polissoir.



![[]](http://m3.moostik.net/img/?pseudo=jd85&cpt=verre&police=guillaume&option=link&lng=fr&width=6)

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}