|
|
|
La fabrication d'un miroir de télescope
Le choix du disque brut (II) L'éventail des disques bruts adaptés à la fabrication d'un miroir de télescope est assez vaste tout comme leur prix qui varie en fonction de leur composition et de leur qualité. Les vitrocéramiques comme le Schott Zerodur et les verres de silice ou de quartz sont les plus chers, puis viennent les verres en Sitall, le borosilicate E6 de Ohara, les verres borosilicatés de types Pyrex (Schott Suprax, Supremax, Duran 8330), le N-BK7 et en dernier lieu les sodocalciques. Parmi les verres financièrement abordables, de bonne facture et thermiquement assez stables, les verres de type Pyrex sont très appréciés des amateurs. Bien qu'ils soient deux fois plus sensibles aux variations de température que les Pyroceram et cinq fois plus que les verres de silice, ils restent trois fois moins sensibles aux variations de température que les verres sodocalciques. De plus, les borosilicates flottés tel le Supremax de Schott sont proposés jusqu'à 57.2 mm d'épaisseur. Ces verres de type Pyrex peuvent donc convenir pour fabriquer des miroirs de 300 à 400 mm de diamètre comme on le voit ci-dessous. A défaut de Pyrex
et de Cer-Vit dont la commercialisation a été arrêtée et qu'on ne
trouve pratiquement plus, nous pouvons choisir un disque Schott en Suprax
ou Supremax par exemple. Seule précaution, les disques en Suprax étant annelés,
ces sillons concentriques doivent être redressés (supprimés par abrasion) avant l'ébauche.
Notons
que Mike Lockwood installé en Illinois
et réputé pour ses miroirs géants de 1 m à 1.50 m de diamètre, dispose d'un stock de
disques bruts en Pyrex et Supremax de 200 à 910 mm de diamètre qu'il est prêt à polir
sur demande. Les prix démarrent aux alentours de 1100$ (plus 30% de frais et taxes
soit environ 1500 €) pour un 300 mm. Il y a
également les verres sodocalciques utilisés pour la fabrication du verre plat ordinaire
y compris le verre trempé, mais leur épaisseur dépasse rarement 20 mm et
ils sont trois fois plus sensibles aux variations de température que les
verres de type Pyrex. En revanche, ils sont bon marché.
Enfin,
depuis quelques années Dream Cellular
et Optic
Wave Labs notamment proposent des miroirs bruts (blanks) ou polis à
structure cellulaire. Cette nouvelle invention permet de fabriquer des
miroirs pesant le tiers des miroirs monolithiques équivalents
Nous
verrons à propos de la fabrication
d'un disque brut de miroir qu'il est possible d'obtenir un disque
alvéolé de qualité à partir de chutes de verre trempé fondus à 955°C pour
les dévitrifier. A voir : Dream Cellular - Optic Wave Labs Miroirs et blanks à structure cellulaire (30% du poids d'un miroir monolithique)
Dans tous les cas, comme nous l'avons expliqué à propos des spécifications des verres, l'analyse préalable de la surface et des contraintes internes du disque brut est indispensable si on veut éviter des déboires en cours de taille ou de polissage. En principe, les disques neufs aux normes astronomiques ne présentent pas de défauts et très peu de tensions internes mais leur proportion augmente avec le diamètre du disque. Quant aux disques bruts vendus d'occasion, demandez d'abord à son propriétaire pourquoi il le met en vente et quels sont ses défauts éventuels. Cela peut vous éviter des ennuis ultérieurs comme la rupture du disque en cours d'ébauche (voir plus bas). L'analyse des contraintes du verre s'effectue par biréfringence au moyen d'un lumière polarisée, en utilisant par exemple le polariseur de Foucault décrit par Karine et Jean-Marc Lecleire dans leur livre "Réalisez votre télescope". Consultez également l'article de Pierre Strock sur l'utilisation de la lumière polarisée avec ou sans lame de phase. A présent que nous avons notre disque brut que certains ont même fabriqué ou acheté d'occasion sur ebay ou ailleurs, nous sommes prêts à le tailler et le polir pour lui donner sa forme parabolique. Les différentes étapes du projet
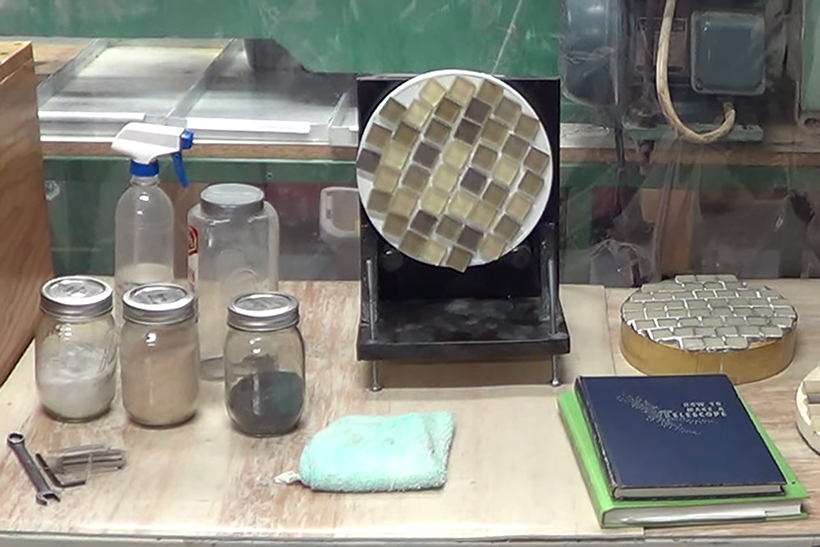
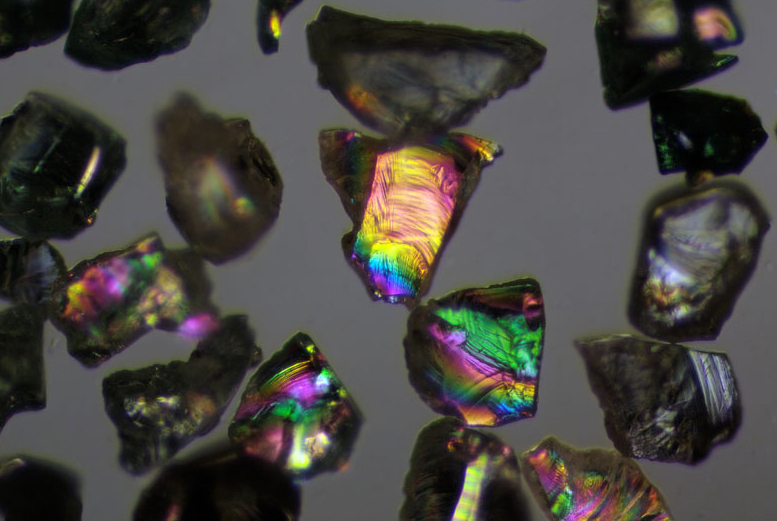
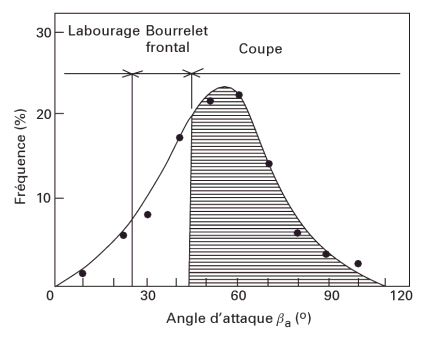
Pour acquérir la première expérience et éviter de commettre des erreurs et gagner du temps, il est recommandé de travailler sous la supervision d'une personne expérimentée. A défaut, avant de commencer il faut au moins avoir lu et même relu avec attention le "Texereau" ou tout livre sur le même sujet. Le travail se déroulant en plusieurs étapes assez longues, nous allons résumer ce travail en nous aidant d'illustrations, le lecteur intéressé pouvant trouver en fin d'article des liens et des conseils de lectures complémentaires. A partir d'un disque brut, l'obtention d'un disque parabolique se déroule en plusieurs étapes : - Le calcul de la flèche ou hauteur du creux du miroir sphérique - La préparation du miroir - L'ébauche ou taille grossière - Le réunissage permettant d'atteindre la courbure sphérique - Le doucissage qui permet de diminuer le dépoli et d'ajuster la courbure - Le polissage qui rend la surface lisse jusqu'à l'échelle microscopique - L'analyse du front d'onde au moyens des tests de Foucault et de Ronchi - La parabolisation pour retoucher la courbure sphérique des miroirs des télescopes de Newton ou Cassegrain - Le bulletin de contrôle. Pour réaliser ce travail, il faut prévoir le matériel suivant : - un disque brut en verre qui deviendra le miroir - un disque-outil (en bois, en plâtre synthétique ou en verre) qui sera recouvert de carrés de céramique - le matériel nécessaire au travail des carreaux de céramique : carreaux de céramique, pince, colle epoxy, pinceau, vernis, plâtre, etc. - un deuxième disque-outil ou éventuellemement le même qui deviendra soit l'outil de doucissage soit le polissoir après remplacement des carrés de céramique par des carreaux de poix - un produit abrasif tel le carborundum (ou l'émeri) et de l'alumine de différentes granulométries en fonction de l'étape du travail - le matériel à polir : de la poix noire, un poêlon, un ciseau à bois et une scie pour tailler la poix, un moule en silicone, de l'oxyde de cérium, du rouge à polir (rouge anglais). - une pierre ponce à l'huile ou une meule diamantée ou au carborundum portative à grain fin pour réaliser le chanfrein (bord bisauté) du disque brut - un produit nettoyant, quelques éponges - un sphéromètre pour mesurer la hauteur du miroir en cours de travail - un appareil de Foucault pour vérifier le résultat et idéalement d'autres instruments d'analyse (test de Ronchi, analyseur de front d'onde numérique) - éventuellement un binoculaire (60-100x) pour analyser la surface doucie - idéalement un ordinateur et son logiciel pour évaluer précisément la courbure du miroir - un accès à de l'eau courante pour nettoyer l'outil et le miroir pendant les phases intermédiaires de travail - un carnet de suivi et éventuellement un tableau pour noter le détail des étapes et l'état d'avancement du projet. Ensuite, il faut trouver un local sachant qu'il faut un poste de travail (une table 20% plus large que le miroir pour 1 m de hauteur ou un établi) pour y fixer le miroir. Prévoir également un plan de travail ou une table pour fabriquer le disque-outil couvert de poix et un appareil de Foucault Si vous travaillez à la main, sans machine-outil, idéalement cet établi ne doit pas être trop large afin de pouvoir tourner autour pour creuser le miroir dans toutes les directions. Cette façon de travailler n'est pas obligatoire, l'essentiel étant que toute la surface du miroir puisse être polie correctement. Etant donné que le travail va générer des écoulements visqueux et risque de mouiller l'établi, il faut également prévoir des essuie-tout, de vieux journaux et des films de protection plastifiés. Un tablier sera utile pour manipuler la poix. Certains amateurs réalisent ce travail sur un établi portatif équipé d'une table tournante alimentée par un moteur continu et s'installent dans leur garage ou dans leur cave tandis que d'autre n'hésitent pas à travailler sur une petite table ou un tabouret haut qu'il ont lesté pour plus de stabilité et s'installent dans leur cuisine. Kits abrasifs Le choix de la granularité et du type d'abrasif influencent la durée ainsi que la qualité de la taille et du polissage du miroir. Ces paramètres vont dépendre de la dureté et de l'angle d'attaque des grains abrasifs comme on on le voit sur le graphique présenté ci-dessous concernant l'effet du C220.
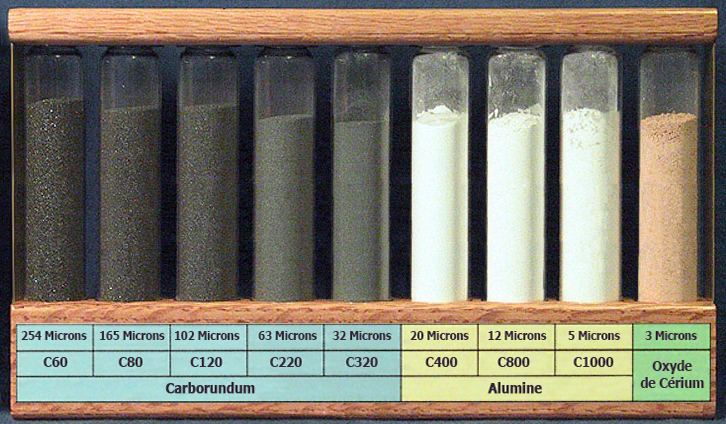
Ainsi, la rugosité finale d'un miroir dépend de la nature de l'outil à polir et de la géométrie des grains abrasifs mais est indépendante de la pression de contact. La rugosité est plus élevée si le verre est fragile (tout en étant dur) que s'il est élastique (ductile). Nous verrons qu'en pratique, l'usage d'une masselotte sur le disque-outil réduit le temps de polissage. Le temps d'abrasion diminue proportionnellement à la pente ou angle d'attaque des grains abrasifs, le rendement maximum apparaissant sous un angle de 60°. A granularité identique, si en 1 minute des billes de verre érodent de la craie sur 0.7 mm de profondeur, dans le même temps du sable de silice l'érode sur 2 mm, le carbure de silicium (SiC ou carborundum) aura creusé 3 mm et l'alumine pilée (Al2O3) aurait creusé 3.9 mm. L'abrasif traditionnel est le carborundum ou "carbo", ("carborundum silicon carbide" pour nos amis anglo-saxons), du carbure de silicium combiné à de la coke et porté à 2000°C puis conditionné sous forme de granulés plus ou moins fins. C'est un abrasif très commun qu'on utilise également pour le travail de rodage, de la fonte, de polissage de la pierre et du verre et pour la gravure en taille-douce. La taille des grains de carbo varie de 2800 microns pour le C8 ou F8 à 2.5 microns pour le C1200 ou F1200. A titre indicatif, Mirro-sphère propose les abrasifs entre 10 et 22 € le kilo alors qu'un site lambda peut les vendre sept fois plus cher. Le produit le plus cher est l'opaline qui est proposée à 222 € le kilo chez Mirro-sphère. Les mêmes entreprises proposent des kits abrasifs reprenant tous les produits nécessaires à chacune des étapes (ébauche, réunissage, doucissage, polissage) conditionnés en flacons de 0.2 à 3 kg. Un kit standard pour un miroir de 200-250 mm revient à 95 €. Un disque-outil de 200 mm revient à moins de 50€ et un 300 mm à moins de 70 €. Mais nous verrons qu'on peut le fabriquer soi-même. A télécharger : Equivalence des abrasifs et granulométrie (fichier .xls)
Plusieurs entreprises spécialisées fournissent les produits de base nécessaires à la fabrication d'un miroir parmi lesquelles : - Mirro-sphère en France fournit des disques bruts Schott Suprax 8804, des disques-outils et les abrasifs. Il est recommandé par Schott. - OAMS en France fournit des disques bruts Schott Suprax 8804 ou en d'autres matériaux et les abrasifs - Lam Plan en France et dans le monde fournit des solutions abrasives, y compris l'oxyde de cérium jusqu'à 1 micron - Optics Concept en France fournit des verres de tout type - Reginato en Italie fournit des disques bruts Schott Supremax et des disques-outils. - Stathis-Firstlight en Allemagne fournit des disques Schott en borosilicate et certaines granulométries d'abrasifs. Faisons nos comptes A combien revient la fabrication d'un miroir de 300 mm f/5 en Pyrex prêt à l'emploi ? Un disque brut de 300 mm de diamètre et 50 mm d'épaisseur de type Pyrex revient entre 140-500 € selon le fournisseur (certains fournisseurs indiquant le prix hors TVA), les abrasifs représentent environ 150 €, comptez 500 € pour l'aluminure et les revêtements et environ 100 € pour les accessoires de polissage (disque-outil, pierre-ponce, etc). Ajoutez éventuellement le matériel nécessaire à la fabrication du poste de travail (100 € de bois, visserie et petit matériel) et des appareils d'analyse de la surface (sphéromètre, test de Foucault, test de Ronchi, masque de Hartmann, 300 €).
Au total, on peut donc fabriquer soi-même un miroir de 300 mm f/5 à partir d'un disque brut pour environ 1500 €, sans compter l'éventuelle machine-outil. Par comparaison, un miroir aluminé de 300 mm f/5 en BK 7 acheté dans un magasin d'astronomie revient entre 200-700 € (cf. Maison de l'astronomie, Astroshop.de) mais la précision du polissage n'est pas précisée (mais n'est pas exceptionnelle). Les mêmes vendeurs proposent des miroirs de 250 à 510 mm f/5 taillé à λ/10 dans un verre à faible dilatation entre 1700-2000 € (prix 2015). Un miroir Cassegrain de 300 mm f/4 taillé à λ/10 en Suprax avec son miroir secondaire reviennent à 3800 € chez Oldham Optical en Angleterre (plus frais et taxe d'importation soit environ 30%, ce qui nous fait une facture d'environ 5000 € !). La leçon à tirer : acheter votre miroir brut auprès d'un vendeur local (et certainement en Europe pour les grosses pièces) sinon vous allez perdre tout le bénéfice de vos économies dans les frais d'importation. Fabriquer soi-même le miroir de son télescope est donc rentable si on trouve tout le matériel dans des magazins locaux ou frontaliers et cela permet de faire une économie d'au moins 25% sur le prix catalogue. Si vous avez la chance d'utiliser les installations de polissage, les accessoires et les appareils de mesure d'un club et bénéficiez de prix réduits en raison des grands volumes achetés, l'économie pour atteindre 50%. Cela permet d'apprendre quelque chose et d'avoir la satisfaction d'avoir construit son miroir de ses mains. A propos des machines-outils (CNC) Si le miroir est très grand et monolithique, il est généralement lourd (un disque poli en Pyrex de 600 mm épais de 40 mm pèse entre 25 et 35 kg contre 1.5 kg s'il est alvéolé) et encombrant et il devient difficile et fastidieux de le travailler manuellement. Tout comme il est impossible pour un vendeur de fabriquer manuellement des miroirs en série tout en gérant ses clients, son stock et sa comptabilité. Dans ces conditions, les miroirs sont fabriqués sur des machines-outils construites sur mesure (dimensionnées) à commande numérique, plus connues sous l'acronyme anglo-saxon CNC (Computer Numerical Control). Un groupe de conversation dédié à ce sujet existe sur Yahoo : Computerized Mirror Making. On peut aussi fabriquer une machine à polir manuelle, sans robotisation, en suivant par exemple les règles décrites sur le site du GAP47.
Si on peut utiliser une machine-outil pour chacune des étapes de la fabrication d'un miroir, on l'utilise avant tout pour le doucissage et le polissage. En effet, la machine-outil permet non seulement de gagner du temps mais dans le cas du polissage qui risque de durer des dizaines d'heures, elle permet d'obtenir une qualité de surface supérieure au travail manuel. Voici les durées moyennes des différentes étapes de la fabrication d'un miroir sur une machine-outil :
Notons qu'en applicant les trucs et astuces décrits sur les forums ATM, en utilisant par exemple une machine à translation courbe, l'amateur Greg Furtman réalise l'ébauche en 10 minutes. Ceci dit, en général, à raison de 40 heures de travail pour un miroir de 200 mm f/6, 60-70 hrs pour un 300 mm f/4, on peut facilement fabriquer un miroir en deux semaines à l'aide d'une machine-outil. L'aluminure et les revêtements sont une formalité (3 heures) dès qu'on a trouvé une entreprise spécialisée dans ce traitement. Disposant à présent de tout le matériel nécessaire, connaissant les limites et les tolérances du projet, nous pouvons entamer la première étape de la réalisation de notre miroir. Ce n'est pas la taille du miroir mais une étape préalable théorique indispensable, le calcul de la flèche. Calcul de la flèche
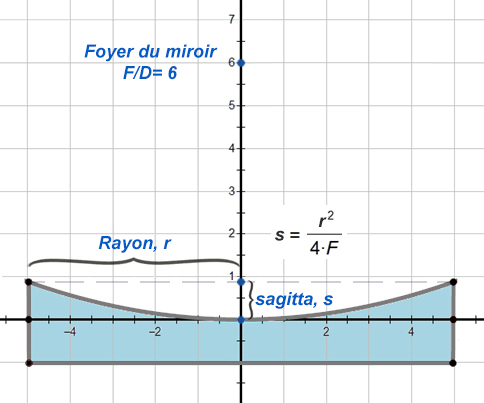
Dans leur livre "Lunettes et télescopes" (1935/1999), André Danjon et André Couder proposent aux amateurs de fabriquer un miroir sphérique, plus facile à fabriquer qu'un miroir parabolique. C'est également l'étape obligatoire pour la fabrication d'un miroir parabolique car sa surface ne s'écarte de la forme sphérique qu'aux extrémités du disque, tous les rayons lumineux issus de l'infini devant focaliser au même foyer. On y reviendra. La courbure du miroir sphérique et la hauteur de la flèche, c'est-à-dire la hauteur du creux du miroir par rapport au bord, ce qu'on appelle la sagitta, se calculent à partir de simples formules de géométrie. L'autre bonne nouvelle est qu'il n'y a pas de formules d'un niveau plus difficile pour tailler un miroir. La hauteur de la flèche ou sagitta dépend de la taille du miroir et de sa longueur focale selon la relation suivante : s = r2 / 4F, avec "s" la sagitta au centre du miroir, "r" le rayon du miroir et "F" la longueur focale du miroir. Sachant que le rayon de courbure R vaut deux fois la distance focale F, on peut aussi utiliser la relation : s = R - √(R2 - r2) Pour connaître la hauteur de l'arc (h) en n'importe quel autre point que le centre, il faut utiliser la formule suivante : h = s + √(R2 - x2) - R avec "s" la sagitta de l'arc du miroir, "R" le rayon de courbure et "x" la distance horizontale du point jusqu'au centre du miroir. A titre d'information, la sagitta d'un miroir de 200 mm f/6.3 mesure 2 mm, celle d'un miroir de 300 mm f/6 mesure 3.1 mm et celle d'un miroir de 600 mm f/5 mesure 7.5 mm. La sagitta est proportionnelle à la taille du miroir et au rapport focal (par ex. la sagitta d'un miroir de 400 mm f/6.3 mesure 4 mm). On peut également utiliser de petits programmes tel TEX (zip de 141 KB) basé sur le livre "La construction du télescope d'amateur" de Jean Texereau et s'aider des deux calculatrices en ligne suivantes : A consulter : Sagitta Calculatur, Mel Bartels Calculating the Sagitta of an Arc, Liutaio Mottola
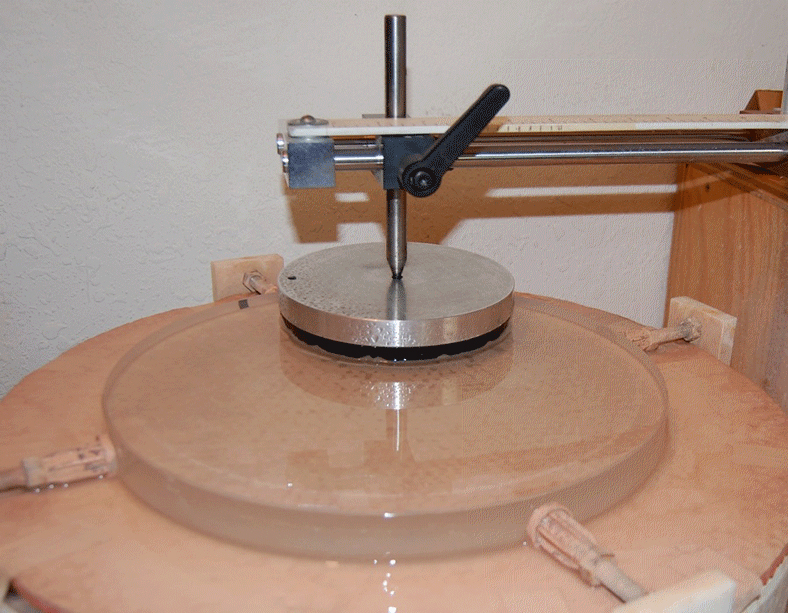
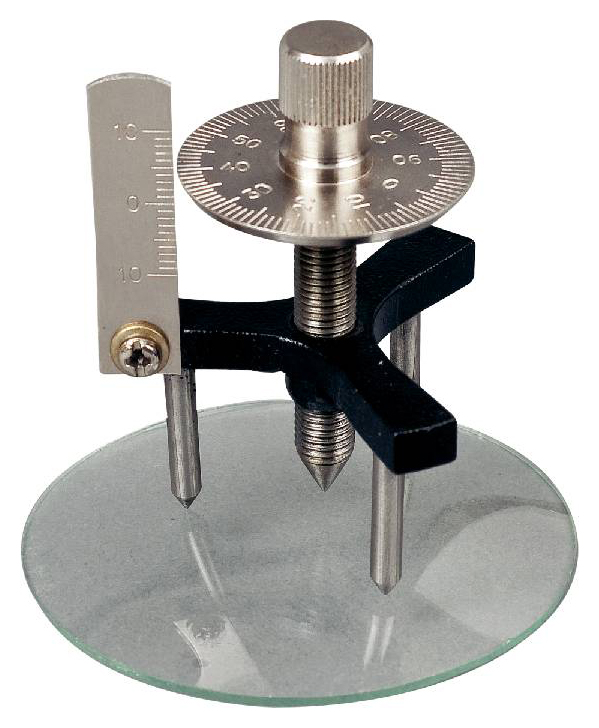
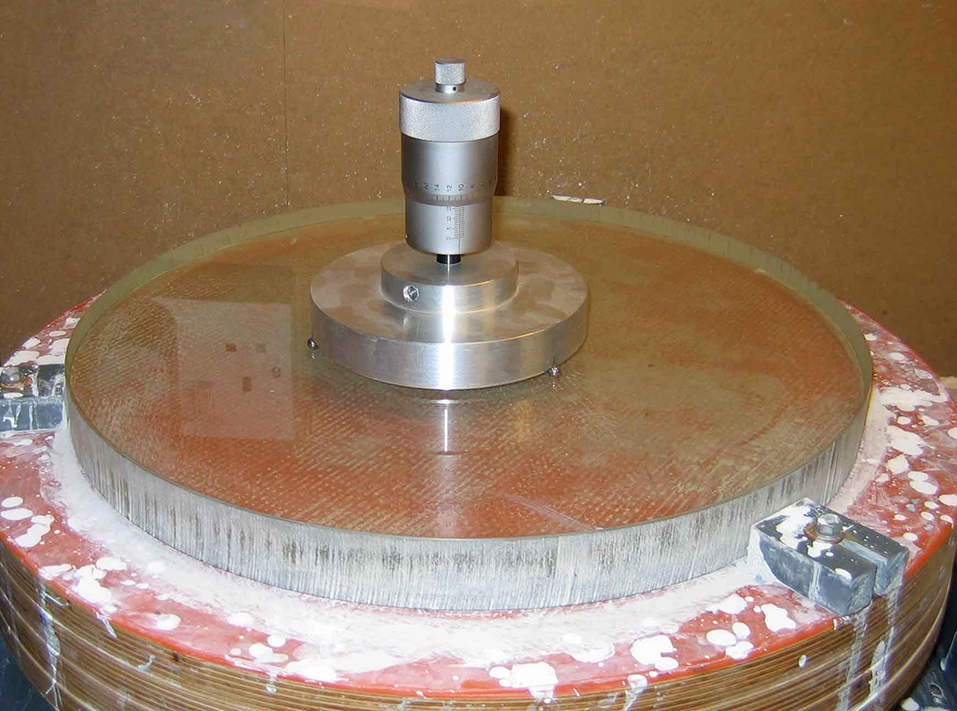
Mode d'emploi d'un sphéromètre Comment utilise-t-on un sphéromètre ou un comparateur ? Comme on le voit ci-dessous, il faut d'abord fixer l'instrument sur une règle ou sur un plateau percé en son centre pour laisser passer la jauge. Ce plateau doit également être muni de trois pieds ou d'un support plus long que le diamètre du miroir afin qu'on puisse l'utiliser sur la surface courbe d'un miroir ou d'un disque-outil. Il faut ensuite zéroter l'instrument en le posant sur une surface plane et en s'assurant qu'il affiche bien une hauteur de 0 lorsque la jauge et l'éventuel trépied affleure la surface. Lorsqu'on place le sphéromètre sur une surface concave (mais cela fonctionne aussi sur une surface convexe), il suffit de tourner la vis située au sommet de l'appareil jusqu'à ce qu'elle affleure au contact de la surface et que les trois pieds soient sur le point de quitter le contact avec la surface. A cet instant, on sent que l'appareil est libre et prêt à tourner autour de son axe central. Il faut réaliser la mesure lorsque le trépied aflleure la surface, le long d'une méridienne du miroir et en commençant par le centre afin de vérifier la sagitta. On note la valeur puis on refait l'opération à plusieurs distances du centre et sur plusieurs méridiennes. On compare ensuite les valeurs à celles calculées précédemment et rectifier éventuellement la courbure en conséquence dans les limites des tolérances.
Ainsi qu'on le constate, c'est un instrument très simple et très efficace qui présente une précision de 0.01 mm ou 10 microns. Il n'a donc pas la précision d'un système optique comme un appareil de Foucault qui est au moins cent fois supérieure mais elle est suffisante jusqu'à l'étape du doucissage et même durant les premières heures du polissage d'un miroir. On reviendra. A présent que la flèche est calculée et pouvons la mesurer sur le disque, on peut réunir le matériel et se mettre au travail. C'est l'objet du prochain chapitre. Prochain chapitre
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||











{kind=link}