


LE MATERIEL DU PARFAIT TAILLEUR
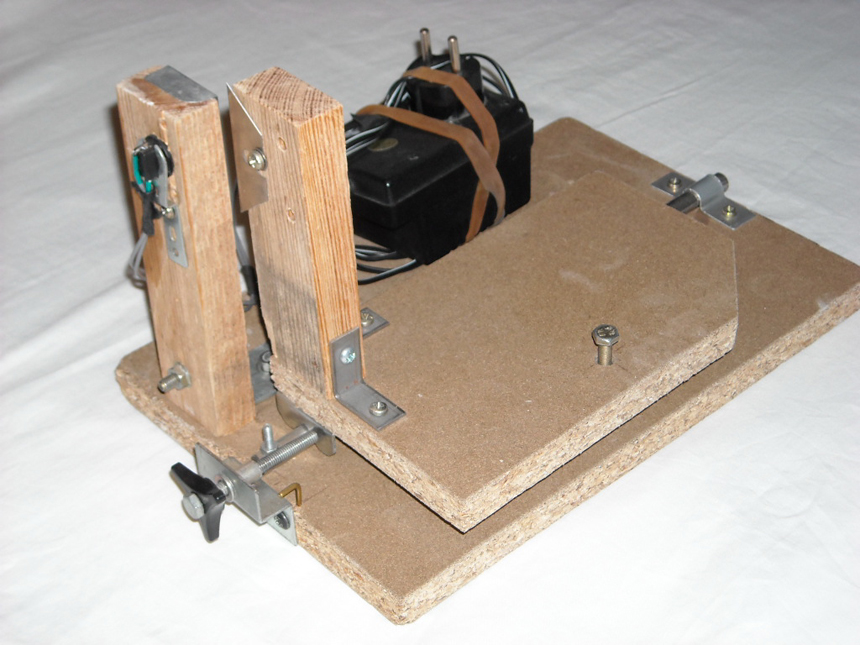
Comme il ne m'était pas possible de disposer d'un tour d'opticien et bien qu'ayant songé à en fabriquer un, j'ai beaucoup plus simplement eu l'idée d'utiliser une perçeuse sur colonne sur laquelle j'ai adapté une scie-cloche.
En fonction du diamètre du verre, j'ai adapté une scie-cloche pour maintenir le verre.
Le disque de verre est maintenu serré dans la scie-cloche grace à un simple collier à vis. Le serrage doit être modéré pour ne pas mettre la surface optique en contrainte. A l'usage ce petit matériel s'est révélé trés efficace.


LA PHASE D'EBAUCHE ET DE DOUCISSAGE
Ayant utilisé un objectif dont le rayon de courbure ne s'éloignait pas trop du rayon recherché, j'ai débuté le travail avec de l'émeri 1 mn (COR120) jusqu'à ce que les deux surfaces s'épousent au mieux. La surface des verres est devenue matte sous l'action de l'abrasif. Une douzaine de séchées ont suffit pour obtenir un rayon de courbure proche de la valeur recherchée.


Poursuite de l'ébauchage à l'émeri 2 mn (COR180) : Une vingtaine de séchées en alternant l'outil dessus / miroir dessus m'ont permies d'aprocher la courbure. Au bout de 7 séchées la "flêche" mesurée à l'aire d'un comparateur était de 0,53 mm, pour 0,59 mm recherché. 6 séchées supplémentaires ont été nécessaires pour atteindre les 0,59 mm. A ce stade la surface encore matte ne présentait plus de piqure apparente. J'ai refais les chanfreins sur le bord avec une pierre au carborundum.
Passage à l'emeri 5 mn (W1) : La flêche étant quasiment atteinte (0,59 mm) je poursuis le travail en alternant les séchées miroir dessus / miroir dessous pour ne pas dégrader le rayon de courbure (540 mm étant la valeur à atteindre et à conserver). Dès la première séchée la surface du miroir est doucie. A partir de la troisième, la surface mouillée du verre reflète déja une image nette lorsqu'on regarde presque à l'horizontale.


A partir de la 10 iéme séchée, je mesure la focale du calibre en plein soleil. Elle vaut environ 260 mm avec une plage d'incertitude de +/- 10 mm. Un examen à la loupe de la surface du miroir convexe montre quelques piqures locales. Il me faudra une quinzaine de séchées pour terminer cette phase.
Passage à l'émeri 10 mn (W1) : je travaille en exécutant de petites courses peu décalées la téralement. Au bout d'une douzaine de séchées j'examine la surface du miroir qui présente encore quelques trés petites piqures localement. Je refais les chanfreins sur le bord du calibre et du miroir. Après deux séchées supplémentaires je mesure la focale du calibre sur le soleil et je trouve environ 263 mm.
Passage à l'émeri 20 mn (W3) : 8 séchées ont suffies dans cette étape. J'alterne toujours le travail miroir dessus / miroir dessous pour conserver une courbure correcte (la flêche e = 0,55 mm). Je nettoie le poste de travail avant de passer au BM 303 1/2.
Passage au BM 303 1/2 : J'effectue 8 séchées en alternant la position du miroir et du calibre.
Passage au BM 304 : 7 séchées, la dernière miroir dessous et finition miroir dessus. C'est la fin du doucissage. A ce stade les deux verres me paraissent être exactement en concordance l'un dans l'autre. Je passe au polissage.
LA REALISATION DES POLISSOIRS :
Pour réaliser un miroir hyperbolique, il faut réaliser deux polissoirs. Un premier pour le calibre et un second pour le miroir. Pour ce faire, j'ai découpé à la scie cloche deux rondelles de bois dans de l'aggloméré, un au diamètre du calibre et l'autre au diamètre du miroir. Chacune est ensuite mise en forme approximativement à la courbure du calibre et du miroir (concave / convexe) à l'aide d'une lime à bois.
Avant de couler la poix, je plonge chaque rondelle dans un bain de paraffine chaude pour coller les particules de bois. Puis une bande de papier débordant de 5 mm est ensuite scotchée sur chaque rondelle. Cette bande servira à contenir la poix chaude au moment de la confection des polissoirs.



Pour commencer il faut chauffer la poix sur un réchaud électrique. Ajouter au besoin un peu d'huile de lin si la poix est trop dure. Une pression assez forte de l'ongle doit laisser une marque peu profonde dans la poix. Une fois liquide, au travers d'un tamis métallique, on verse la poix avec un petit entonnoir métallique dans les deux moules constitués. Laisser bien refroidir jusqu'à durcissement puis décoller d'un coup sec les bandes de papier.



Le pressage des polissoirs sur les verres :
L'opération consiste à mettre en forme chaque polissoir en le pressant sur la surface des verres. Une fois pour le calibre concave et une fois pour le miroir convexe. Cette opération simple, doit être réalisée dans une pièce où la température est d'environ 20 à 25°C. Elle consiste à placer des poids, bien centrés, sur le polissoir déja posé sur la surface du verre. Interposer entre le polissoir et le verre un papier léger (type emballage de baguettes ... ça marche trés bien).

Le quadrillage des polissoirs :
A l'aide d'une pointe fine ou d'une lame de cutter, quadriller la surface des deux polissoirs. Le centre géométrique des polissoirs ne doit pas tomber au centre d'un carré quadrillé. Enlever l'excédent avec une éponge humide. A ce stade les polissoirs ne sont pas encore prêts pour l'opération de polissage.


Le pressage au blanc :
Dans un verre rempli d'eau au 1/5éme ajouter une petite cuillerée à café de blanc (oxyde de zyrconium) et mélanger. Poser le calibre à plat sur un morceau de feutre ou de tissu, face opique vers le haut et à l'aide d'un pinceau badigeonner la surface avec le blanc. Puis poser le polissoir calibre délicatement sur la surface du calibre. Puis presser pendant 1/4 d'heure en ajoutant un poids sur le polissoir. Refaire la même opération avec le polissoir du mioir et le miroir convexe.

LE POLISSAGE DU MIROIR CONVEXE :
Avant de démarrer le polissage il faut s'assurer visuellement que l'opération de pressage s'est bien effectuée et que toute la surface de la poix ait bien bien la forme du verre.
Pour bien polir il faut que la température de la pièce soit suffisante et d'environ une bonne vingtaine de degrés. J'ai commnencé le travail miroir dessous pendant 15 mn avec des courses en W d'environ 1/4 de diamètre et faiblement déportées latéralement. A l'issu de cette première séchée une couronne polie de 10 mm est apparue sur le bord du miroir, le reste étant toujours matte. J'ai donc travaillé miroir dessous, polissoir dessous encore pendant 15 mn. La zone centrale s'est éclaircie et seule une couronne d'environ 10 mm subsiste entre le bord et le centre du verre. L'inversion miroir / outil durant la phase de polissage permet petit à petit de parfaire le travail sans modifier (ou peu) le rayon de courbure. Il faut aussi penser à refaire la surface quadrillée de l'outil (polissoir) qui peu à peu s'affaisse et se dégrade (contact des carreaux).

LE POLISSAGE DU CALIBRE CONCAVE :
Tout comme pour le miroir, il faut vérifier que le polissoir épouse parfaitement la forme du calibre. D'une manière générale on fera précéder l'opération de polissage d'un pressage au blanc pour garantir la mise en forme de l'outil. Le travail sur le calibre s'effectue de la même manière qu'avec le miroir convexe. Il faut toujours veiller à ce que le température ambiante soit suffisante, ne pas hésiter à pousser les séchées pour ne pas engendrer d'irrégularités de forme et travailler avec de moins en moins d'oxyde au fil des séchées.
LE CONTROLE DE LA FORME DU CALIBRE CONCAVE :
Avant de passer à l'hyperbolisation proprement dite du miroir convexe il faut au préalable mettre en forme le calibre pour le rendre sphérique le plus parfaitement possible (rayon de courbure 540 mm). A partir de cette sphère de référence, il deviendra alors assez facile de déformer le miroir avec le polissoir pour obtenir l'byperbole. Le contrôle du calibre s'effectue classiquement avec un Foucaulmètre "bricolé". Il faudra simplement veiller dans la construction de l'appareil à rapprocher au maximum la source de lumière du couteau. De nombreux sites décrivent la construction de cet appareil. Ci-après celui que j'ai rapidement fabriqué. Au foucaultage le calibre sphérique doit présenter une teinte plate uniforme. Toute la difficulté consiste à aboutir à cette sphère, ce qui n'est pas si évident qu'on pourrait le croire, compte-tenu de la petite taille du calibre. Pour la petite histoire, j'ai dû m'y reprendre à deux fois avant d'y arriver. Mon conseil : ne pas shunter cette phase dont dépends la phase de contrôle du miroir par les franges d'interférences.
LE CONTROLE DE LA FORME DU MIROIR CONVEXE :
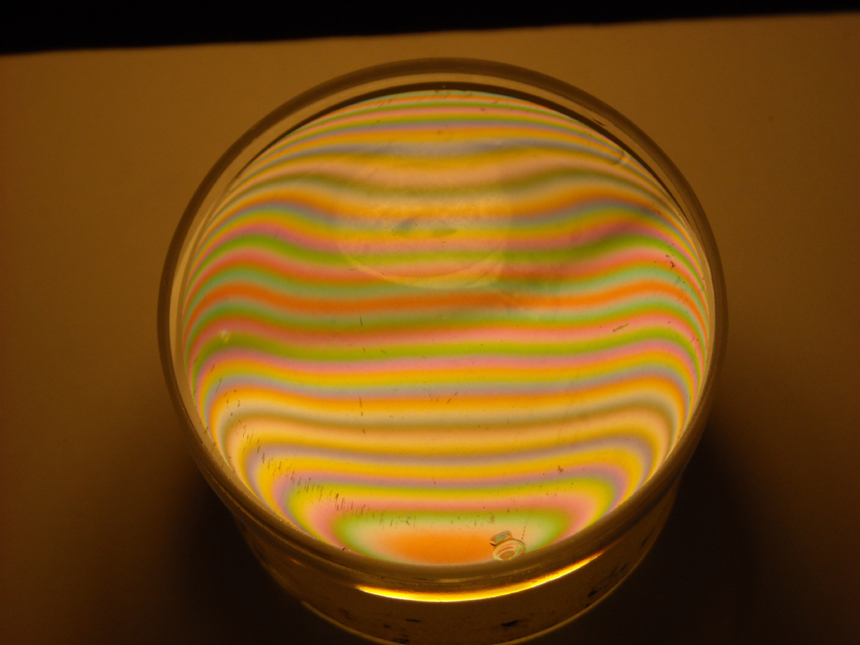
De par sa forme convexe, le miroir ne peut être contrôlé par la méthode de Foucault. Un procédé facile à mettre en oeuvre et trés précis permet de contrôler la forme de la méridienne du miroir (son diamètre) par l'utilisation d'une simple lampe "Economie d'Energie" qui éclaire le miroir par transparence lorsque ce dernier est posé sur la calibre avec interposition de cales de papiers. Toute la difficulté lors de la phase de mise en forme des verres réside dans l'obtention de franges parallèles mettant en évidence la concordance des sphères entre le calibre (précédemment contrôlé à l'appareil de Foucault) et le miroir convexe. Il faut là aussi s'efforcer d'obtenir d'emblée le parallèlisme des franges pour conduire plus facilement l'hyperbolisation du miroir convexe. Sur la photo, on peut voir ces franges ainsi que le reflet de l'ampoule électrique.
CALCUL DE LA DEFORMATION EPSILON DE LA MERIDIENNE DU MIROIR CONVEXE :
Ce calcul est effectué pour un rayon du miroir valant 0,707 fois le rayon (ici le rayon vaut 23 mm).
Epsilon = - 0,10 microns soit un interfranges de 0,33 franges pour une longueur d'onde de lumière égale à 0,589 microm"tres (valeur correspondant à la longueur d'onde d'une lampe à vapeur de sodium)
Ayant utilisé une lampe "Economie d'énergie" de longueur d'onde différente, j'ai tracé sur un graphique à l'échelle la forme de la méridienne pour plusieurs portions de rayons de manière à obtenir une courbe allant du centre du miroir jusqu'au bord. Le miroir étant de révolution, on symétrise la courbe obtenue pour avoir la forme compléte de la méridienne qui servira ainsi de "référence" lors de l'hyperbolisation. Il faut ici retenir la valeur de 0,33 franges comme valeur de la déformation à donner au verre pour obtenir l'hyperbole recherchée.

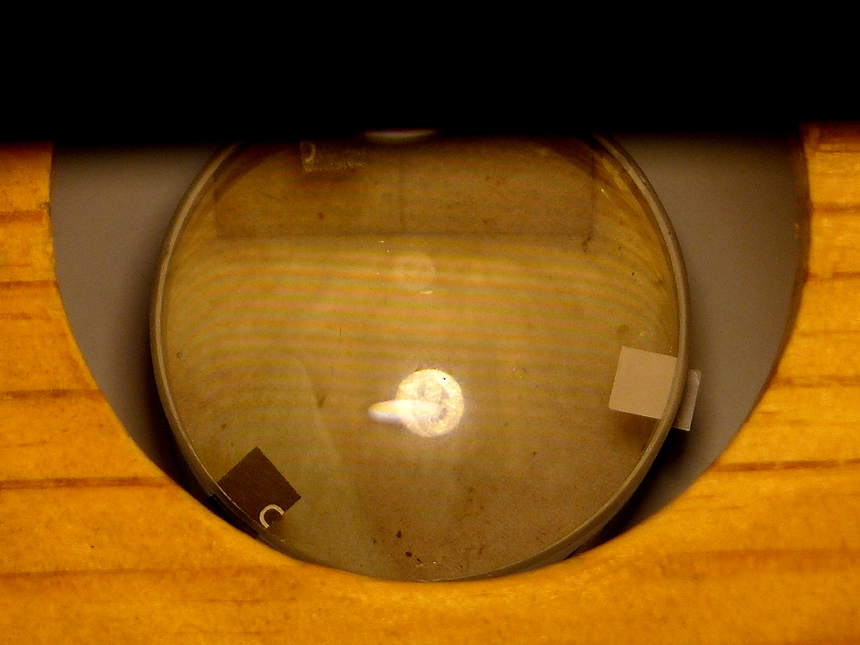
Ci-après une photo des franges prise pendant la phase d'hyperbolisation, mettant déja en évidence la forme de la méridienne et la présence invitable d'un bord rabattu sur le bord du miroir. Personnellement je n'ai pas utilisé de cales car les franges étaient alors beaucoup plus apparentes. Il faut cependant prendre beaucoup de précautions pour ne pas heuter les verres l'un contre l'autre.
LES POLISSOIRS DE LA PHASE HYPERBOLISATION DU MIROIR CONVEXE :
Seul le miroir doit être maintenant travaillé, le calibre concave et sphérique servant lui seul de référentiel dans le contrôle de la forme des franges. Pour l'opération il faut commencer par fabriquer un polissoir "couronne", cette couronne positionnée au rayon de 0,707 fois le rayon du miroir afin "d'user" et de déformer le verre dans cette zone. Plus facile à dire qu'à faire il est vrai. Pour parfaire la forme de la méridienne et éviter les "marches d'escalier" entre les zones de raccordement il est nécessaire de fabriquer plusieurs polissoirs couronnes de rayon différents. L'action de chacun sera contrôlé au fur et à mesure de l'avancement des retouches en contrôlant la forme générale des franges d'interférences.

Ci-après quelques photos des franges prisent lors de l'opération. En appuyant sur le bord du miroir, coté cale épaisse (celle qui écarte les franges), on doit s'efforcer d'obtenir une dizaine de franges maxi pour permettre une lecture correcte de la forme de la méridienne.


