
Cay2
-
Compteur de contenus
223 -
Inscription
-
Dernière visite
-
Jours gagnés
4 -
Last Connexion
Soon available - 82236
Messages posté(e)s par Cay2
-
-
il y a 9 minutes, Adamckiewicz a dit :Intéressant vos techniques!!!
je vois que ça pourrait se développer en chirurgie aussi
")
https://asmedigitalcollection.asme.org/medicaldevices/article/11/3/034502/369582
Excellent :-)
-
Il y a 1 heure, Pascal C03 a dit :Me manque la valeur du déplacement imposé au centre du cylindre. déplacement induit par la came si j'ai bien pigé car j'ai parcouru rapidos.
Il faut le déduire des facteurs d'amplification.
Tu trouveras une description complète du design ici:
https://esmats.eu/amspapers/pastpapers/pdfs/2006/warden.pdf
-
 2
2
-
-
il y a 27 minutes, Pascal C03 a dit :on peut même aller jusqu'à la modélisation de la partie déformable en éléments finis...
Quand jetais responsable de bureau d’études, il y a un moment..., et que je voyais les jeunes et moins jeunes ingénieurs se jeter sur leurs ordis pour faire des éléments finis au moindre pb et dimensionnement, sans passer par la case réflexion et dimensionnement analytique (le papier, le crayon, et le cerveau), je les regardais faire ... Circonspect, sans rien dire ...
Puis au bout de quelques heures je passais à leur bureau et débranchais brutalement la prise de l'ordi ... Pas le temps de faire une sauvegarde ...
Ensuite on se mettait devant un tableau et on bossait normalement et logiquement ...

Aujourd'hui il faudrait malheureusement souvent débrancher les bureaux d’études dans leur totalité

....
Marc
-
 3
3
-
 1
1
-
-
il y a 21 minutes, Pascal C03 a dit :Je te contacte en MP, j'ai d'autres questions
Tu es le bienvenu
, si je peux répondre
-
1
-
-
il y a 1 minute, Pascal C03 a dit :Mais c'est pas tout à fait impossible. Si les déplacements restent faibles (et ils doivent l'être) on peut même aller jusqu'à la modélisation de la partie déformable en éléments finis...
Une précision sur ce mécanisme à flexion : il s'agit d'une combinaison de barres en traction/compression (étage du haut) et en flexion (étage du bas). Ces barres sont articulées en flexion par réduction locale des section :
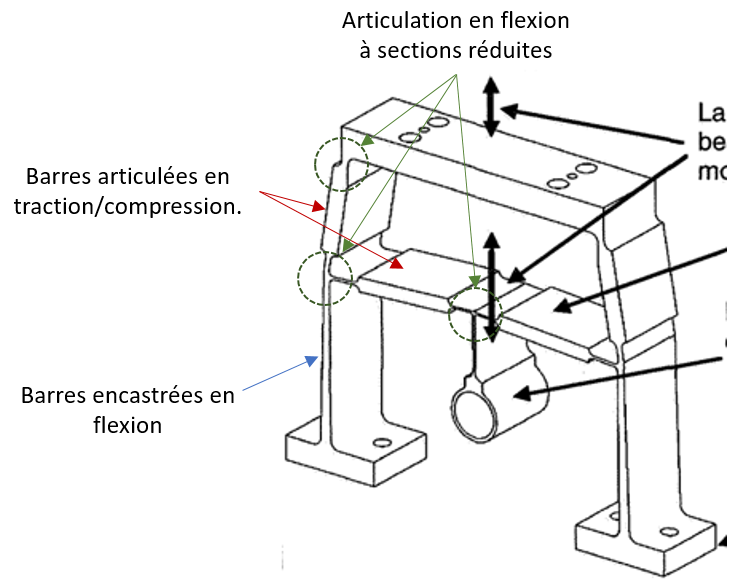
Au premier ordre cela se modélise facilement, c'est de la géométrie. Les éléments finis permettent de vérifier la cinématique et surtout de calculer les contraintes.
-
3
-
-
Il y a 5 heures, Mehdi a dit :Je m'y suis intéressé il y a quelques temps et j'avais proposé des design se basant la dessus , mais en Europe c'est trop neuf et on m'a recommandé de rester classique .
Aux USA par contre ils trouvent ça tellement plus fiable que les mécanismes classiques qu'ils s'en servent de sécurité de lancement pour missile balistiques nucléaire
Étonnant que tu dises cela. On trouve ce genre de mécanismes un peu partout dans le monde de l'optomecanique, en Europe. Sous différentes formes.
En tout cas sur mes projets
Je fais mettre dans les specs, quand je le juge nécessaire : 'la transmission mécanique de l’élément x ne doit pas inclure de mécanisme a friction'.

Les industriels pleurent un peu mais au final mécaniques simples et efficaces
Marc
-
2
-
 1
1
-
-
Les actuateurs du M1 (3)
Je finis avec mes histoires d’actuateur. On va devoir compter sur eux maintenant, entre autres.

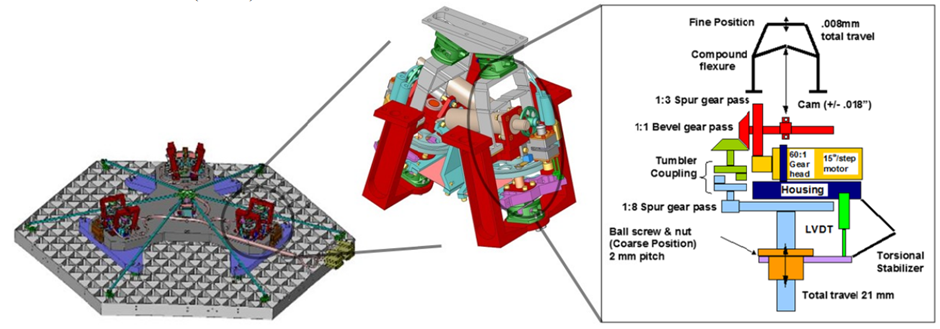
L’originalité de l’actuateur JWST est qu’il est à deux étages, un de réglage grossier (course 21 mm) et en de réglage fin (course 10 micron), tous deux pilotés par un seul moteur pas à pas.
L’étage de réglage grossier n’est ni plus ni moins qu’une vis à bille + écrou, la vis est entraînée par le moteur via un train d’engrenages et au moyen d’un ‘coupleur à culbute’ sur lequel nous revenons un peu plus bas. Rien de bien original ici si ce n’est que tout est chiadé pour bosser aussi bien à l’ambiante qu’ à 35 K.
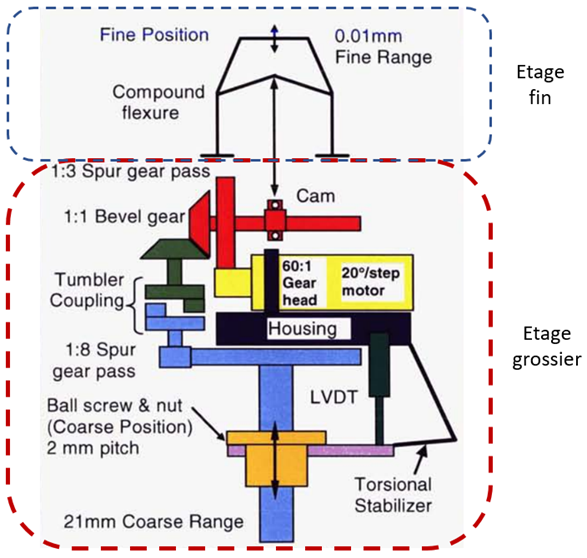
L’ étage de réglage fin repose sur une réduction mécanique à flexion. Une structure en ‘A’ est déformée par flexion de sa barre centrale.
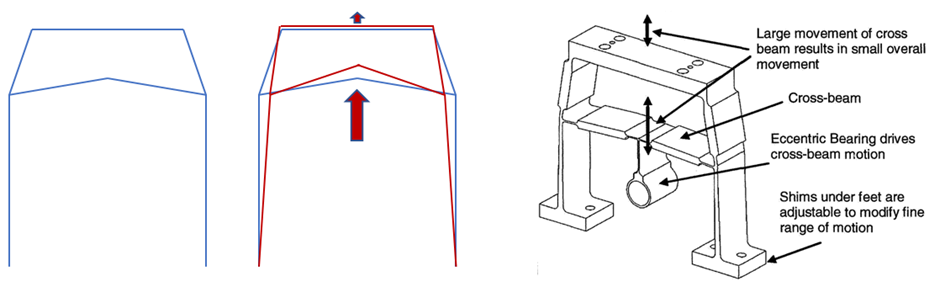
Le mouvement sur cette barre centrale est appliqué à l’aide d’un excentrique (une came) placée sur le premier arbre connecté au moteur via un engrenage (en rouge sur l’illustration générale).
Les barres sont ‘rotulées’ et gardent leurs longueurs. En bidouillant la géométrie, les angles et les longueurs donc, on peut jouer sur le rapport de mouvement de la partie supérieure. Le rapport de réduction obtenu par ce mécanisme à flexion est de l’ordre de 100. Ainsi on peut aller chercher les nanomètres.
Comment diable piloter les deux étages avec un seul moteur ? Les gars sont malins et ont l’esprit suffisamment tordu pour qu’il soit au final affûté.
On passe par le ‘coupleur à culbute’. Ce coupleur c’est simplement deux taquets : un sur l’axe d’entrainement et un sur l’axe entraîné. Les deux taquets doivent être en contact pour qu’il y ait entrainement. Les taquets sont tels que entre un contact ‘à gauche’ ou un contact ‘à droite’ il y a un jeu (backlash) d’environ 90% d’une rotation.
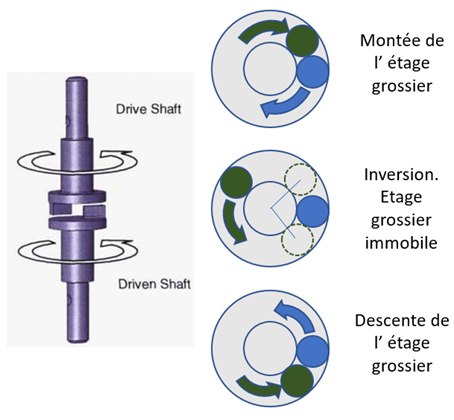
Alors il se passe quoi quand on inverse la rotation et qu’on est dans cette zone de jeu et d’immobilité de l’étage grossier ? Ben on peut régler l’étage fin !!!
Ainsi : l’étage fin monte et descend sous forme d’une sinusoïde à chaque fois qu’on actionne le moteur. Il le fait pendant les montées/descentes de l’étage grossier quand il est embrayé, et aussi quand il est débrayé. Donc on balance des pas de réglage grossier, puis on inverse la rotation pour faire le réglage fin. Les gars sont des renards …
Un aperçu du machin mécaniquement parlant :
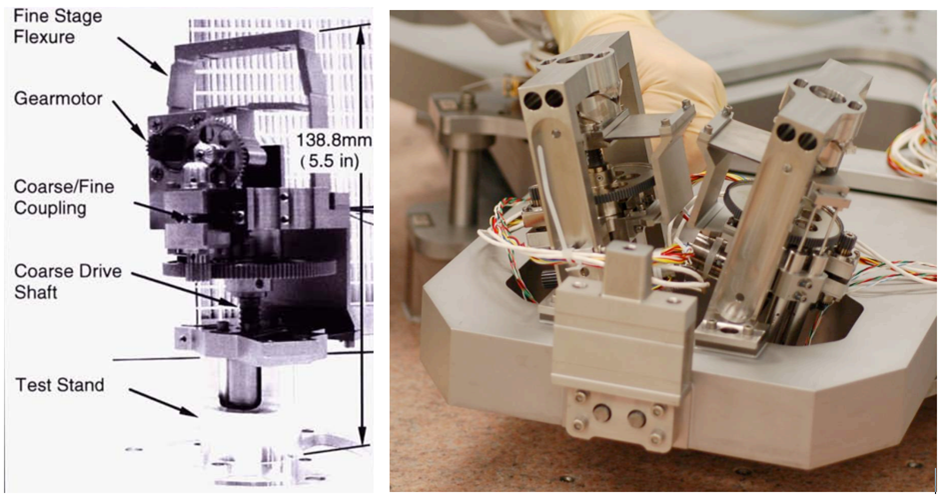
Marc
-
6
-
2
-
10
-
-
il y a 8 minutes, jackbauer 2 a dit :ça y est : le miroir primaire est entièrement déployé !!!!
Excellent, gros ouf de soulagement. Merci pour la nouvelle !!!
-
2
-
-
Les actuateurs du M1 (2)
Apres déploiement, l’incertitude de positionnement des segments est en gros de 1.5 mm en piston (z), 0.6mm en decentrement (x,y), 0.5 mrad en tip-tilt et clocking (Rx, Ry, Rz). Il faut rattraper tout ça, suivant trois translations (x,y,z) trois rotations (Rx, Ry, Rz) pour chaque segment. Avec ces 6 degrés de liberté par segment du JWST :
- On stacke et on phase (voir post précèdent) avec Rx, Ry, z (Tip, Tilt, Piston)
- On ajuste les positions (x,y) dans le plan du miroir. Des segments décentrés génèrent de l’astigmatisme (à 0 degré) localement.
- On ajuste le clocking Rz des segments, c’est-à-dire leur rotation autour de leur axe optique. Un défaut d’alignement en clocking génère de l’astigmatisme (à 45 degré), et de manière plus sensible que celui du aux décentrements en (x,y).
Une petite illustration sur un modèle du JWST : les erreurs de position génèrent localement piston, tip-tilt, courbure, astigmatisme sur les segments.
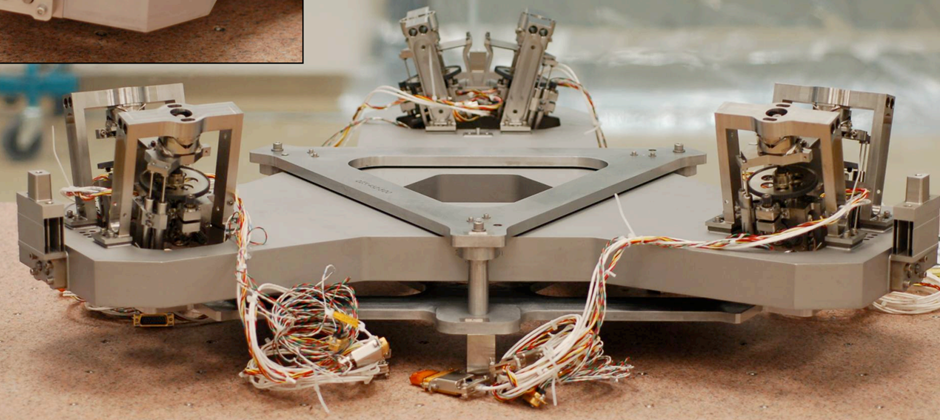
On utilise un système de positionnement de type hexapode dont le principe est le suivant : en ajustant la longueur de 6 vérins articulés on peut contrôler les trois translations (x,y,z) et les trois rotations (Rx, Ry, Rz).
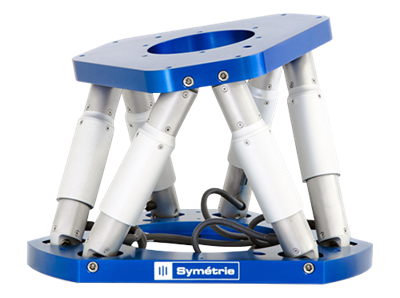
Zoom sur les 3 paires de vérins des segments du JWST (en rouge) :
Au prochain post on voit comment il fonctionne ce vérin.
Marc
-
4
-
1
-
6
-
-
il y a 40 minutes, spectrahm a dit :Le miroir secondaire est équipé d'optique adaptative pour compenser d'éventuelles déformations résiduelles du miroir primaire, qui seraient liées à l'échec d'actuateurs. J'ignore si l'optique adaptative est une redondance pour garantir une bonne correction, ou un mécanisme critique.
Rectificatif: : non.
Le miroir secondaire est passif en forme, actif en position. Il est sur un hexapode pour l'alignement, voila tout.
Si on ne peut plus aligner un segment : on ne peut rien faire avec le secondaire.
Au contraire, si on détecte de la déformation sur le secondaire, on peut partiellement la corriger avec le primaire. Par exemple, en ajustant les positions des segments on peut compenser de l'astigmatisme.
Aussi :
Une optique adaptative ne sert a rien dans l'espace. C'est une optique déformable plusieurs centaines de fois par seconde, pour corriger les effets de l’atmosphère d'un télescope au sol.
Une optique active permet de déformer un miroir de la même manière, mais avec un espacement temporel beaucoup plus long (disons : de temps en temps). C'est le cas des segments du primaire du JWST qu'on peut déformer en courbure.
-
9
-
1
-
-
Les actuateurs du M1
Suite à la demande de jackbauer 2, jetons un coup d’œil sur les actuateurs.
Commençons par le début : à quoi ils servent ?
1/ Au moment du lancement les segments sont en position ‘rétractée’. Leur mécanique de support vient s’appuyer sur des limiteurs qui modèrent les vibrations/résonances lors du lancement. Donc il faut une fois là haut mettre les segments à leur position de travail : il faut les monter de 12.5 mm.
2/ Une fois à leurs positions de travail, il faut aligner tout le monde par rapport au M2 et au M3. Chaque segment est déplacé de façon à donner un mouvement d’ensemble au M1 (piston, tip, tilt).
3/ Ensuite on fait du ‘stacking’. C’est-à-dire que chaque segment est positionné de façon à ce que les 18 images d’une étoile soit a la même place sur le détecteur.
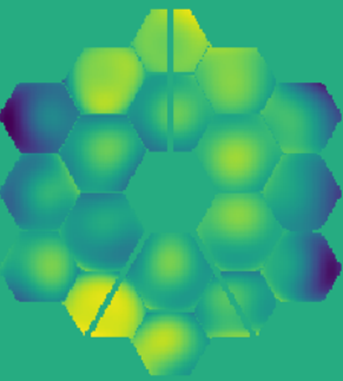
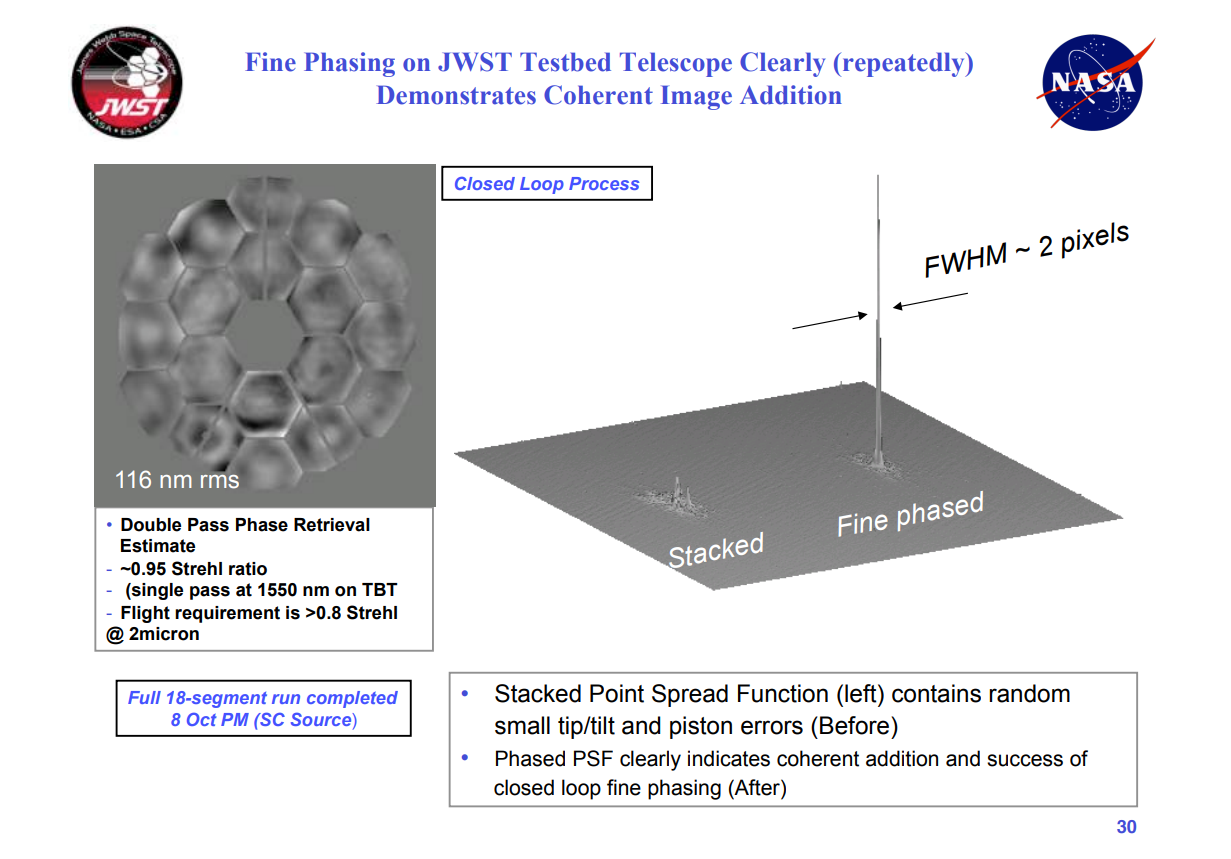
4/ Puis on fait du ‘phasing’. Il faut que non seulement toutes les images soient à la même place mais en plus la surface du miroir soit ‘cohérente’, sinon la PSF du machin, ou son Strehl, est ras les pâquerettes. Là il faut positionner les segments à des fractions de longueur d’onde, il faut des résolutions nanométriques (en fait 10 nm pour JWST).
Une illustration ci-dessous. A gauche (de la figure de droite) les segments sont 'stackés'. Une seule image d’étoile mais Strehl pourri. A droite après mise en phase, on obtient la PSF d'une vraie optique, cohérente
5/ Ce Phasing doit être maintenu en opération. Toutes les une à deux semaines, il faut contrôler le phasage et le réajuster si nécessaire. Rien n’est stable aux échelles nanométriques.
La mesure de position relative des segments pour Phasing est faite en ‘star test’ avec des wavefront sensors, mais c’est une autre histoire....
Donc il nous faut des actuateurs:
- de grande course (spécification 20 mm),
- avec une précision de 10 nm ou moins,
- qui bossent soit à température ambiante soit en cryo à 35K,
- fiables pour une durée de vie d'au moins 10 ans une fois là haut (après JWST n'a plus de fuel
).
Sortez vos cahiers, vous avez deux heures. La calculette est autorisée
-
3
-
5
-
-
il y a 38 minutes, asp06 a dit :https://apertureos.com/off-axis/zero-expansion-ceramic-mirrors/
j'avais trouvé cette référence comme alternative possible au SiC en espérant un prix plus raisonnable pour un budget amateur.
le SiC c'est aussi particulier que le Be pour faire des miroirs, sinon plus..
La Cordierite, oui. On gagne un peu par rapport aux vitrocerams. Mais attention ce n'est pas forcement abordable pour les amateurs (ou alors les riches amateurs ?
 )
)
Marc
-
1
-
-
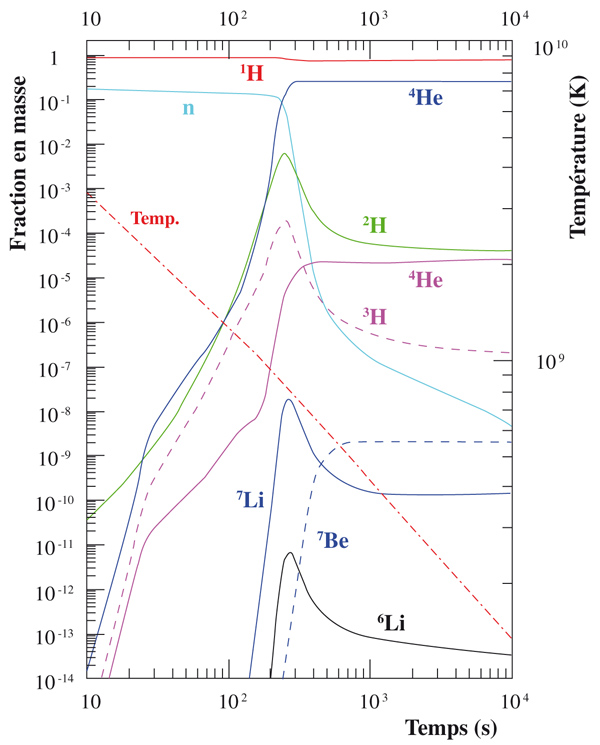
il y a 23 minutes, dg2 a dit :Il y a un piège ! Le béryllium-7 est radioactif et se désintègre en 50 jours environ. Donc effectivement, il en est qui est produit lors de la nucléosynthèse, mais il ne survit pas longtemps (comme le tritium). Sur votre schéma qui ne montre que quelques heures, on ne voit bien sûr pas cette décroissance, bien trop lente.
Le béryllium-9 est le seul isotope stable et il est produit quand les plus abondants des noyaux un peu plus lourds (C, N, O) sont cassés par les rayons cosmiques. Je doute qu'il soit possible de prédire facilement l'abondance de béryllium (ou bore, ou lithium) en fonction de celle de C, N, O, mais on peut quand même imaginer que la première est proportionnelle aux secondes.
Mille mercis
-
1
-
-
il y a 1 minute, asp06 a dit :est ce que l'inox a les mêmes défauts d'anisotropie que le béryllium ?
est ce que des miroirs en inox sont réalisés de la même manière (frittage de poudres) pour des installations au sol ou dans l'espace?
si oui, les coûts intégrés sont ils finalement si différents?
L'inox n'est pas un métal pur : on part d'un acier qui est Fer-Carbone qu'on allie avec en général avec du Chrome et du Nickel. C'est par exemple le 304 ou le 316, ou pour utiliser les anciennes appellations, plus parlante, le Z6CN 18-10 de nos couteaux de cuisine (18% de Chrome, 10% de Nickel).
Plusieurs problèmes pour faire des optiques avec ça:
1/ L'acier a une densité de 7.8, et une rigidité de E=200 GPa. C'est fichtrement lourd, et même si c'est raide le ratio Rigidité/Densité (E/Rho= 26) n'est pas plus élevé que celui de l'aluminium (E/Rho= 26) ou le verre (E/Rho= 28). Ce ratio permet de comparer des structures a géométries équivalentes : ces trois matériaux sont a peu prés équivalents du point de vue déformée sous gravite ou fréquences propres. Avec du SiC (instrument NirSpec de JWST) on est a E/Rho= 117 et avec le Béryllium E/Rho= 162. Autrement dit l'acier n'apporte rien par rapport à l'alu ou le verre d'un point de vue mécanique. Le SiC et le Be sont 4.5 et 6.3 fois meilleurs que les matériaux courants, respectivement.
2/ L'inox, d'un point de vue métallurgique est multi-phases. Même si on peut lui faire du polissage esthétique ou d'augmentation des propriétés mécaniques (fatigue), obtenir une très basse rugosité pour des optiques de haute performance n'est pas possible. La métallurgie des poudres n'y changera rien.
3/ L'inox est une machine à gradients thermiques. Il ne conduit pas bien la chaleur et il lui faut du temps pour s’homogénéiser et évacuer les gradients de chaleur. Pour des optiques les gradients thermiques sontl' ennemi no. 1. Gradients + fort coeff de dilatation = forme pourrie et pas stable.
Voila en gros pourquoi on n'utilise pas l'Inox. Et la métallurgie des poudres n'apportent pas de gain, on est limite par les propriétés de l'acier.
Marc
-
3
-
3
-
-
Il ne faut pas oublier que Pluton est la seule planète découverte par les américains ... La rétrograder comme non-planète est un coup au cœur pour ces derniers
Donc il parait normal qu'ils luttent contre la décision de l'UAI/IAU ...
-
1
-
2
-
-
il y a 24 minutes, dg2 a dit :Oui, puis non. Le Be n'est pas produit dans les étoiles, mais pas lors du Big Bang non plus. Il est uniquement produit dans le milieu interstellaire par spallation (noyaux de C, N, O cassés par des rayons cosmiques en lithium, Be et bore).
Ah ... Désolé mais je ne suis pas un spécialiste de la question
Je me suis toujours appuyé sur ce que j'avais pu lire dans les 3 premières minutes de l'Univers de S. Weinberg et que je retrouve dans les publis diverses et variées sur le sujet, par exemple :
Source : https://books.openedition.org/editionscnrs/11570?lang=fr
'Il est uniquement produit dans le milieu interstellaire par spallation (noyaux de C, N, O cassés par des rayons cosmiques en lithium, Be et bore).'
Fichtre : mais alors l'abondance de Be est gouvernée par quoi ? Par la nucléo primordiale ou par le mécanisme de spallation que tu mentionnes ? Mon latin se perdIl me semble en tout cas que la conclusion reste la même : il y en a si peu ... ?
Marc
-
1
-
1
-
-
Pour terminer les posts sur le Béryllium, un petit résumé de la vie d'un segment depuis la mine jusqu'au produit fini.
-
5
-
2
-
3
-
-
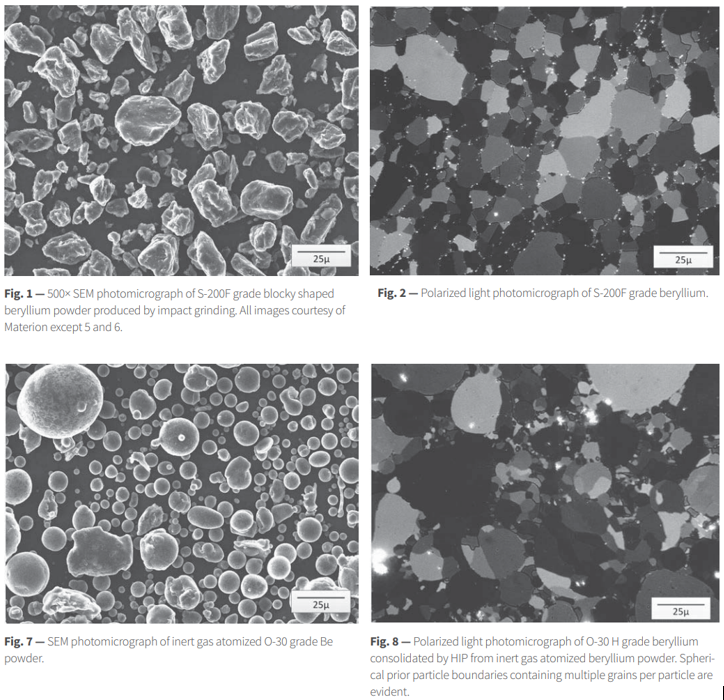
La Guerre des Etoiles
Jusque en fin des années 1990, on utilisait une poudre de grains irréguliers, le grade I220H. Apres frittage, les joints entre les grains sont imparfaits et faire de la basse rugosité est impossible en polissage. Donc on mettait une couche de nickel dessus et c’est elle qu’on polissait. Exemple : toujours le M2 VLT. A gauche mon ami Thierry le polisseur. A droite le chef de projet (moi) tout content de ses délires optomécaniques.
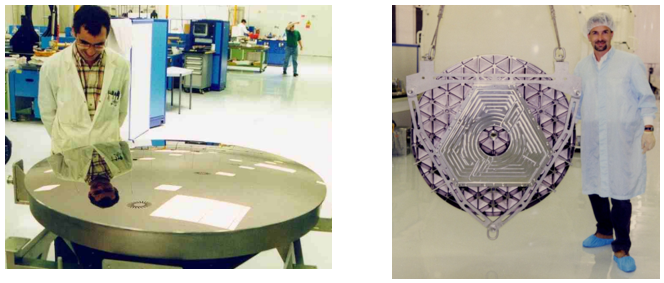
1983-1993 c’est le programme de Guerre des Etoiles de R. Reagan. Des tas de milliards dépensés pour des armes futuristes et des parapluies anti-missiles. Dans le lot, s’affranchir des problèmes de polissage du Béryllium. Un procédé en a jailli : une nouvelle poudre obtenue par un spray de métal fondu sous gaz inerte, le spray retombe en pluie fine. Les grains font quelques microns. C’est le O30, dit Optical Grade, car on peut le polir a des rugosités suffisantes pour de l’optique haute performance.
Le procédé de fabrication d’un bloc pour usinage reste identique. Voila comment on a pu faire un JWST.
-
8
-
3
-
9
-
-
il y a 54 minutes, jackbauer 2 a dit :c’est en fait un de ses oxydes qui est utilisé : une poudre fine appelée O-30
Non : pas un oxyde, c'est du Be.
-
1
-
-
il y a 52 minutes, jackbauer 2 a dit :Maintenant, est-ce que tu peux nous faire un petit topo sur les actuateurs ?
")
Hihihi, je finis le post du Beryllium d'abord
-
3
-
-
Bon, le Béryllium est un métal genre plus léger que l’alu, densité 1.85. Quoi d’autre ?
1/ Il est raide comme la justice ! Pour les mécanos sont module d’Young est de 300 GPa. Il est donc 4 fois plus raide que l’alu, 1.5 fois plus raide que l’acier. Impec pour faire des optiques.
2/ Il conduit très bien la chaleur, il a une forte chaleur massique. Impec pour rapidement trouver un équilibre thermique et éviter les gradients dans des optiques.
3/ Son coefficient de dilatation thermique est de 11.4 10-6/K, soit en gros comme l’acier, deux fois moins que l’alu. Bon c’est clairement pas de la silice ou du Zerodur…, le Be se dilate 100 a 400 fois plus que les verres et vitrocéramiques !!! Mais si la dilatation est parfaitement homogène on peut s’en sortir.
Alors tout va bien ? Nan… Le Be a une structure cristalline hexagonale … Et le coefficient de dilatation est diffèrent suivant le plan hexagonal et l’axe du cristal … Et pas qu’un peu, de l’ordre de 30%. Donc le Be présente une anisotropie en dilatation thermique.
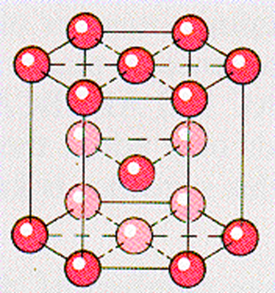
Pour faire des optiques, il n’y a donc pas pire … Mince. Alors on fait quoi pour faire des beaux miroirs bien performants avec ce truc ? Ben on ruse. On passe par la métallurgie des poudres !! L’idée est la suivante : si tu prends plein de petits grains de Be, chacun est anisotrope, mais une poudre de ces petits grains est isotrope car l’orientation des grains est aléatoire. Ah… Pas con.
Alors pour faire des blocs de Be homogènes on procède de la manière suivante :
- On concasse le Be sous forme de poudre fine de 10-20 microns
- On met la poudre dans un sarcophage en inox qu’on dégaze pendant des semaines avec des pompes a vide.
- On scelle le sarcophage en inox et on le met dans une chambre de pressage isostatique à chaud (Hot Isostatique Pressing, HIP)
- Le conteneur inox est dans un bain d’huile, on chauffe le tout a 785 °C, puis on envoie une rampe de pression de 4000 bars (explosion).
- Sous le choc, les grains se collent les uns aux autres. C’est du frittage.
- On retire le truc de la chambre, et on le jette dans un bain d’acide qui ronge l’inox
- On obtient un bien beau bloc qu’on usine, genre usinage alu/acier.
L’exemple ci-dessous illustre le procédé, qu’on a mis en œuvre pour les 4 miroirs secondaires du VLT.
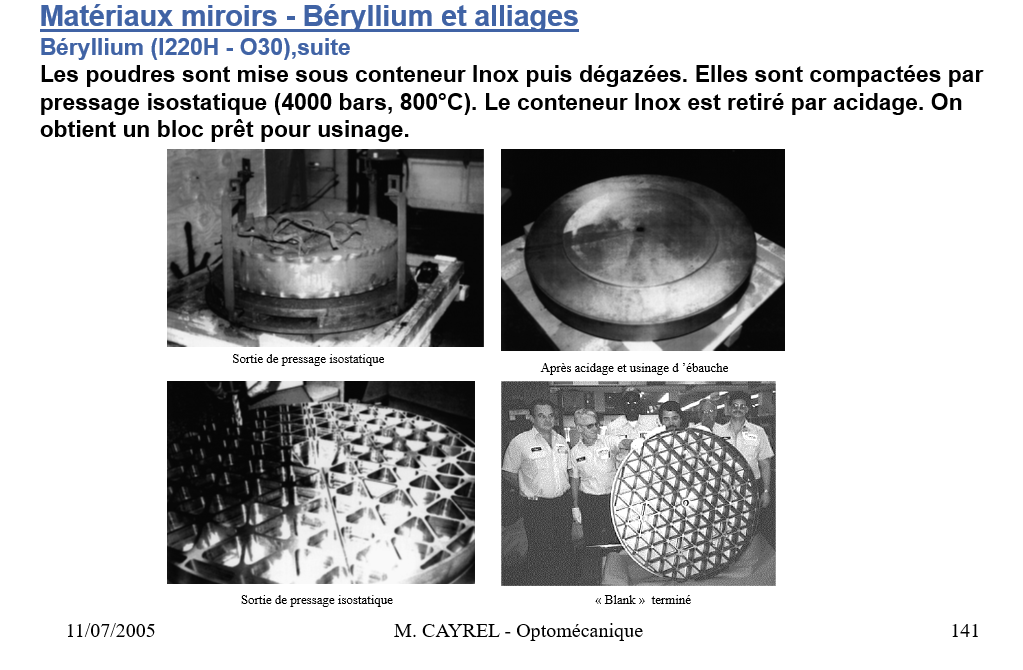
Et la Guerre des étoiles dans tout ça ? On voit ça au post suivant.
-
4
-
3
-
10
-
-
Dans l'attente de la fin du déploiement et de la mise en phase, il faut bien s'occuper. Je vous propose de creuser un peu dans la matière, je veux dire le Béryllium (Be).
Il y a bien quelques postes sur le Web qui survolent la question du choix de ce matériau, mais cela reste plutôt laconique. Il y a un tas de documentation sur le Be sur le Web, mais ce qui nous intéresse ici c’est pourquoi et comment on fait des optiques avec. Comme on est sur Astrosurf, on va parler Big Bang et Guerre des Etoiles… Hein ? Oui, oui, …
Je coupe cet aparté en quelques posts, c’est plus facile et plus lisible.
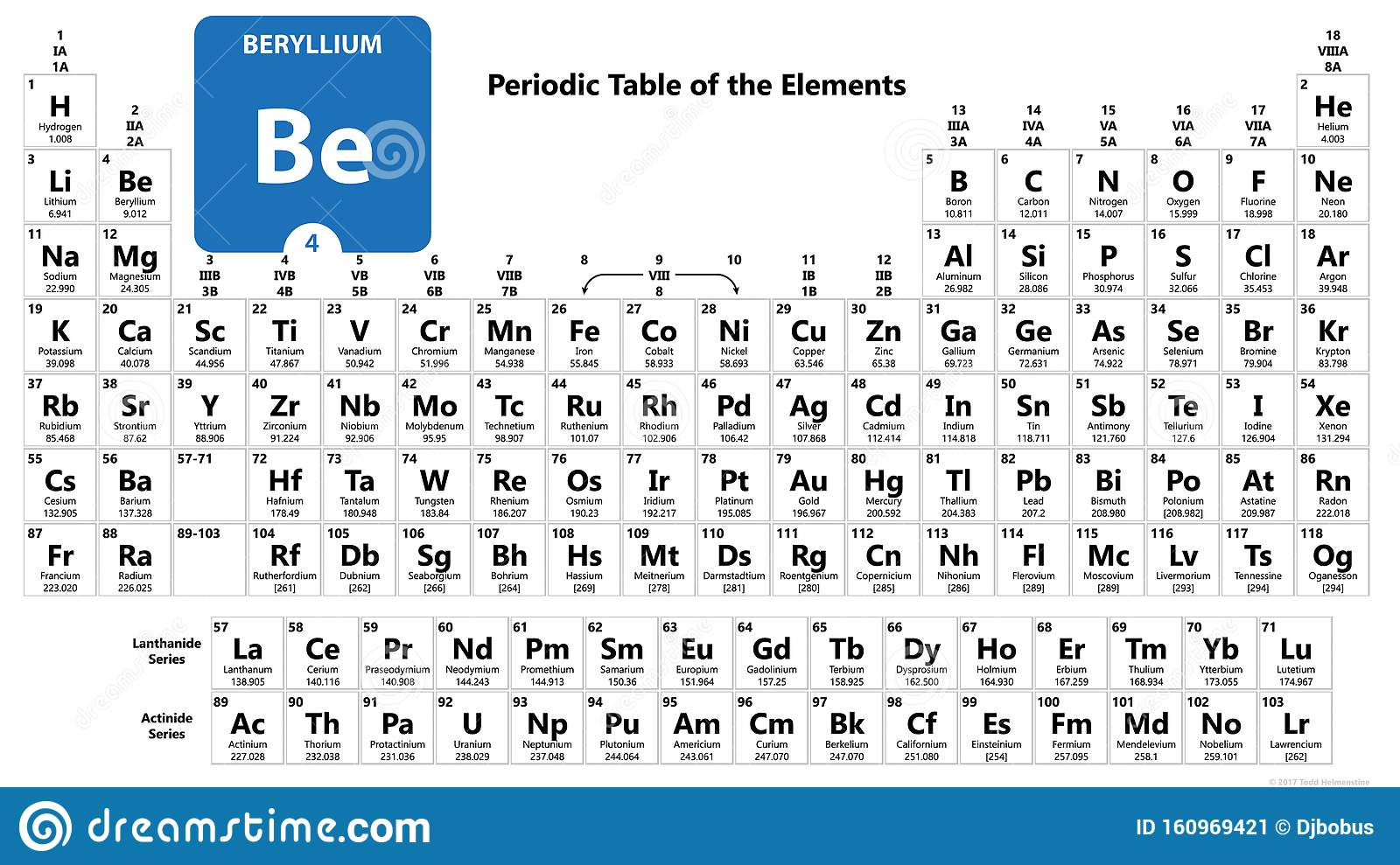
Big Bang
Le Be est le 4ème élément de la classification périodique de Mendeleïev, entre Lithium et Bore, sur la deuxième ligne du tableau. Masse atomique 9 : 4 protons et 5 neutrons. Donc il doit être ‘léger’ : oui. C’est un métal, qui ressemble au premier coup d’œil a de l’aluminium, de densité 1.85 !!. Quand on l’a dans la main on hallucine tellement cela semble léger, genre du bois. Si vous passez un jour dans mon bureau je vous montrerai
Le Be n’est PAS produit dans les étoiles ! Il provient de la nucléosynthèse primordiale, au moment du Big Bang donc. On trouve du H et du He en abondance au moment de cette nucléosynthèse, et des proportions extrêmement faibles de Li et de Be (en gros 0.0000001 %). Et pis c’est tout.
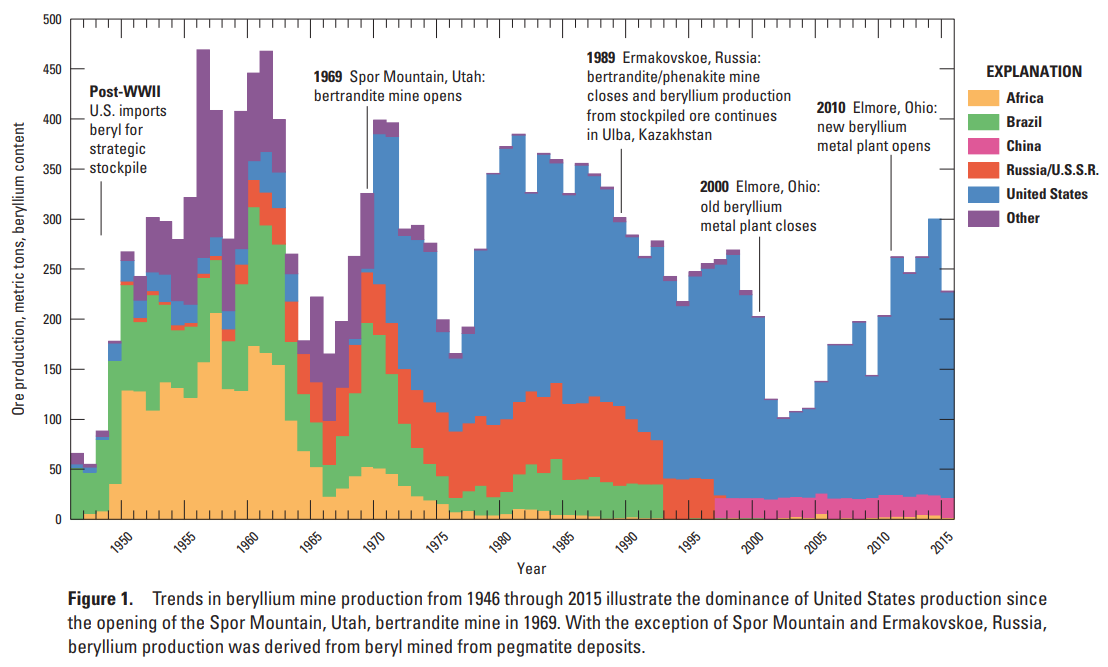
Cette très faible abondance explique qu’on trouve très très peu de Béryllium sur terre : quelques pays seulement produisent des quantités commercialement viables : les USA, la Chine, … L’extraction et la production sont localisés principalement aux USA (90%), la mine principale se situe en Utah. La transformation se fait dans l’Ohio. La production annuelle est de 100 à 200 tonnes. Donc que dalle …
Transformer le minerai (Béryl et Bertrandite) pour extraire le Be est une galère : concasser, broyer, faire réagir dans d’énormes citernes pleines d’acide sulfurique …
Rare et galère ? Donc c’est cher ??? Euh… oui. Un bloc de métal dans lequel on peut tailler des mécaniques et des optiques vaut de quelques milliers à plusieurs dizaines de milliers de dollars le kilo !!!

-
2
-
3
-
12
-
-
Il y a 2 heures, zirkel 2 a dit :Cay2 Euuuh c'est indiqué au moins pour le verre ED : Hoya.
Oui, je sais bien que le verre est du Hoya
Mais il est dit sur certains sites : optics made in Japan...
J'ai fouillé un peu. Je pense qu'effectivement les lentilles sont estampillées Hoya.
Le groupe Hoya a une usine de fabrication optique en Thailande:
http://www.hoya-opticalworld.com/english/products/kenma.html
Ils peuvent ainsi être compétitifs :
- Verre Hoya = pas de marges supplémentaires d'achat de verre
- Fab des lentilles en Thailande : coût de main d'oeuvre moyen dans l'industrie 350 euro/mois (chine 930 Euro/mois)
Maintenant quid de la qualité optique ???
Il faut savoir que les lentilles non-artisanales sont réalisées sur des centres CNC, en très grande majorité des machines allemandes:
Optotech (https://www.optotech.de/), Schneider (https://www.schneider-om.com/) ou encore LOH (https://www.satisloh.com/precision-optics/polishing-1).Pour des optiques de la gamme 80-120 mm, par expérience ces équipements sortent la demi-frange (@632.8 nm) sur l'onde par face.
Le quart de frange si machines vraiment bien réglées et si les critères de qualité sont établis ainsi.
Donc :
- Une face de lentille avec défaut mécanique de 632.8/2/2 = 160 nm PTV, soit en gros 160/5 = 30 nm RMS.
- On bosse en transmission donc un défaut meca d a une influence sur 'onde transmise de D = d.Delta (n)~d.(1.5-1)~0.5 d = 15 nm RMS
- Pour un triplet, 6 faces la résultante RMS triplet = racine (6)*RMS faces = 36 nm RMS sur 'onde.
Pour un critère de diffraction limite à lambda/14 RMS = 39 nm RMS dans le visible à lambda=550 nm, et Strehl ratio correspondant S=0.80.
36 nm RMS sur 'onde, ca fait un Strehl = 0.83
Le même calcul pour des faces au quart de l'onde donne 18 nm RMS (le prix monte évidemment...)
Le Strehl ratio correspondant vaut S=0.96 à lambda=550 nm
Il faut rajouter les erreurs de front d'onde dues:
- au design optique
- au respect des prescriptions optique (courbures, épaisseurs, indices, ...)
- aux erreurs d’Intégration du triplet (entre-verres, décentrements, tilts, ...)
En négligeant ces dernières contributions, on peut imaginer que les triplets de l'industrie, quand ils sont non-triés, ne sont pas si mauvais et peuvent même être très bons (loterie). En sortie de machines les lentilles se baladent plutôt entre le quart de frange et la demi-frange , disons entre le tiers et la demi-frange... Le Strehl variant avec le carré des défauts de surface, obtenir des Strehl vers les 0.9 n'est pas débile.
Tout cela pour dire:
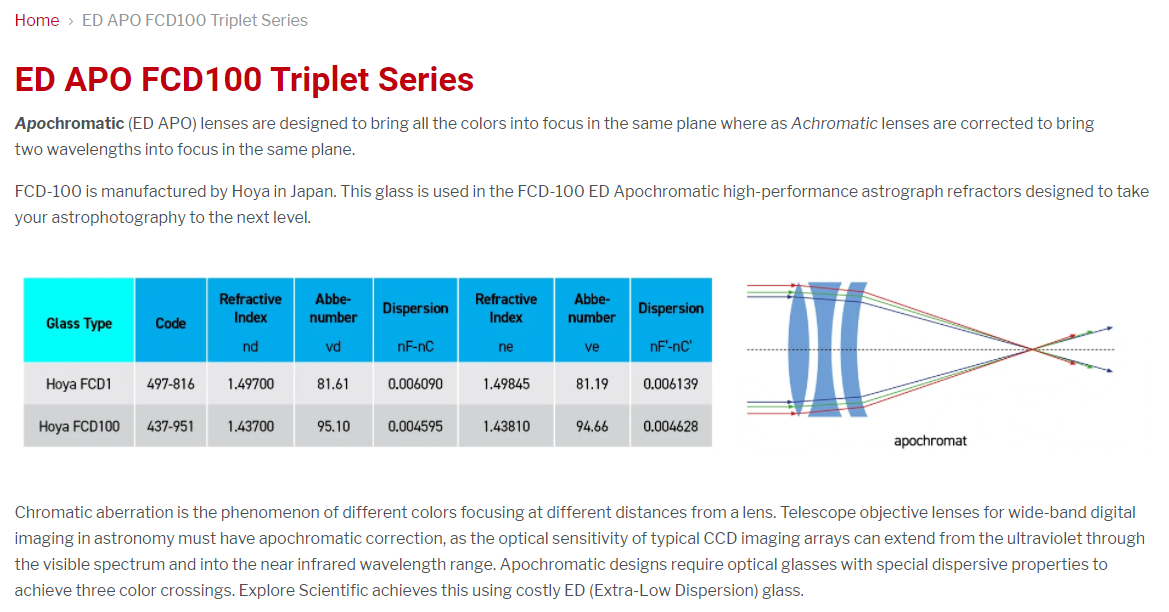
- Le verre FCD100 Hoya est l’équivalent du FPL53 de Ohara (voire aussi : https://www.stellarvue.com/optical-glass-types/)
- La correction du chromatisme est normalement très bonne.
- Il est probable que Hoya livre aussi des lentilles fabriquées dans leur usine de Thaïlande
- Si l'usine est pas trop pourrie, les lentilles qui en sortent doit être de qualité acceptable et pas trop chères
- Si on a de la chance ça peut être bon voire très bon.
Si on veut acheter la TS, ou l'Explore Scientifique, ou la Saxon (connaissais pas ...) : il faut demander un bulletin de contrôle (100 Euro chez TS), pour voir si on a gagne a la loterie. Le loto c'est payant.
Quelques test optiques pour corroborer ce qui est dit ci-dessus :
https://interferometrie.blogspot.com/2015/06/115800-ts-triplet-apos.html?view=flipcard
Il y a plein d'autres exemples sur leur site.
Bons cieux
Marc
-
On trouve aussi des APO Triplet FCD100 chex Explore Scientific :
Qui fabrique les optiques ? A fouiller ...
https://explorescientificusa.com/collections/ed-apo-fcd100-triplet-series
Bonnes nouvelles du JWST (James Webb Space Telescope)
dans Astronomie générale
Posté(e) · Modifié par Cay2
Certes mais bon, ma démarche n’était pas systématique... Et au final on se marrait bien Genre 'gaffe les gars', il arrive !! basculez sur Excel !!!
Genre 'gaffe les gars', il arrive !! basculez sur Excel !!!